==========================================
1.スリッターラインの基本構成
スリッターラインでは鋼板をカッタースタンドで幅方向に多条にスリットした後、各フープを巻取りリールで均一にタイトに巻き上げる必要があります。
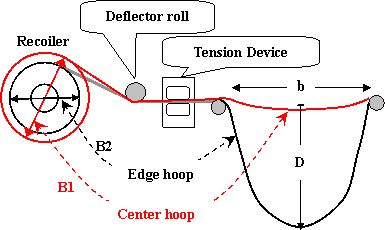 しかし鋼板には幅方向に板厚の差クラウンがあるため、スリット後の全フープを一本の巻取機(Recoiler)のリールで同じ回転数で巻き取ると、右図のように板厚の薄いフープは厚いフープよりも小さな直径に巻き取られる為、巻き取られる速度が遅くなり、ルーピングピットに溜まってゆきます。
しかし鋼板には幅方向に板厚の差クラウンがあるため、スリット後の全フープを一本の巻取機(Recoiler)のリールで同じ回転数で巻き取ると、右図のように板厚の薄いフープは厚いフープよりも小さな直径に巻き取られる為、巻き取られる速度が遅くなり、ルーピングピットに溜まってゆきます。速度の異なる多数のフープそれぞれに同一の張力(バックテンション)を与えて全てのフープを緩みなく巻き取ることがスリッターラインのテンション装置に必要な重要な機能です。
2.テンション装置の種類と特質
1) ブライドルロール (Bridle Roll) 方式
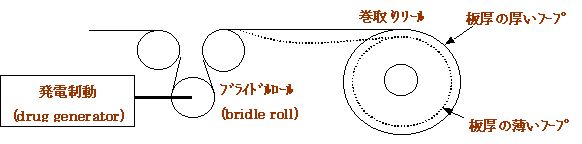
通常のブライドルロールではフープはみな同じ速度で送りつづけられるために小径に巻き取られる薄いフープは巻取りスピードが間に合わず、下図の点線のように巻取機の前でたるみができたり、バックテンションが取れないため巻がゆるくなり、リールから取り出すと挫屈してしまう危険があります。昔はたるみができた条にダンボール紙片を挿入したりして外径の補正をしていましたが、挿入作業が危険な上にユーザーでの使用時にダンボール紙片を取り除く必要があるので、最近では行われていません。
2) テンションパッド(Tension Pad)方式
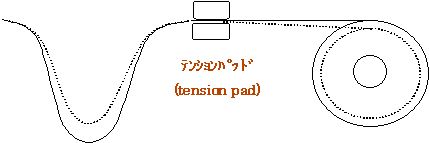
最も簡単なテンション装置がこの方式で、フェルトなどで鋼板を上下からはさみ、摩擦力で鋼板にバックテンションを与えるものです。フープは各々異なる速度でも同一テンションが掛けられ、巻取り速度の差はループの差となって現れます。
欠点はフープがフェルトの間をこすられて通過するため、ここに鋼板に付着したゴミなどが溜まり、フープに疵を付ける危険があります。特に無塗油のメッキ鋼板のように表面が柔らかい製品には注意が必要です。
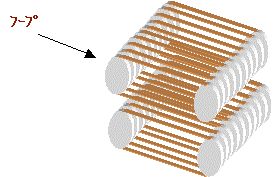
3) ベルトブライドル(Belt Bridle)方式 (JDCの商品名)
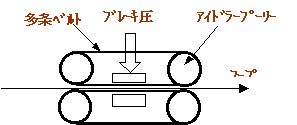
上記1)および2)の欠点を解決するために考案されたのがこの方式です。右図のように板幅方向に分割された上下2組の多条ベルトの間をフープが通過し、各ベルトには各々独立したブレーキがついていてフープにバックテンションを与えます。
ベルトが独立しているためにフープ毎に異なった速度でバックテンションを掛けることができます。
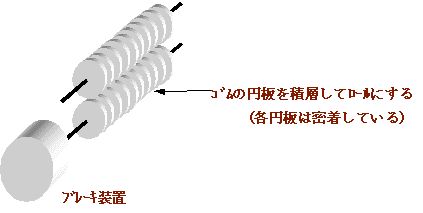
4) MDロール方式 (山王鐵工㈱の商品名)
同様の考え方で薄い多数のゴムの円板を1本の軸に組み込んでロールにしたものを、2本1組でフープを挟みテンションを与えるものですが、板幅方向に独立した円板は弾性変形でフープ間の速度差を吸収します。
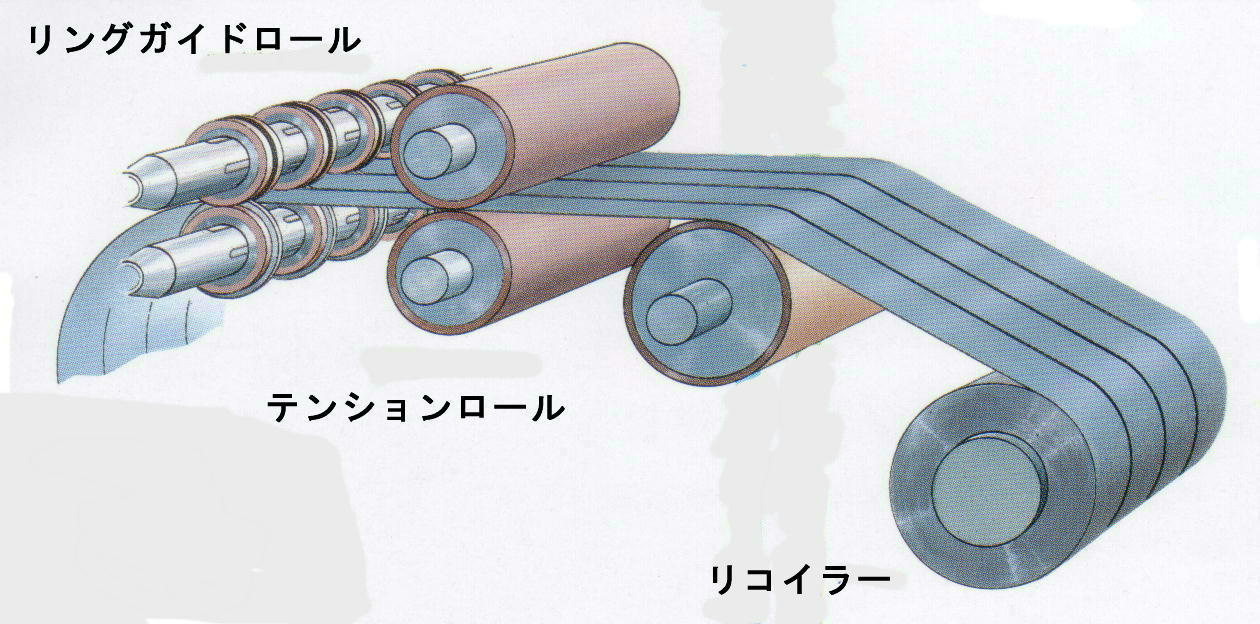
5) ユニブラ方式(日鉄住金電磁の商品名)
一対のゴムロールに適度な弾性を持たせて、フープ間の速度差を吸収させる方式です。初期張力をリングガイドという名のセパレーターで与えています。従来電磁用を主体に使用されてきましたが、ゴムの表面にエンボス加工を施すことにより、一般材の塗油材にも対応可能になっています。
HOME 技術資料室 技術用語 スリッターライン