==========================================
1.板厚の変動要因
薄板の板厚の変動は主に下記のような変動要因から発生します。
1)
 板幅方向のクラウン及びエッジドロップ
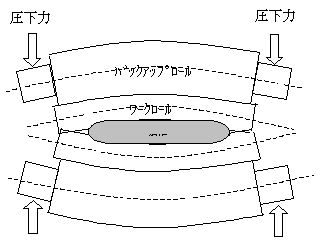
板幅方向のクラウン及びエッジドロップ圧延機では2対のバックアップロールとワークロールで板を挟んで圧力を掛けて押しつぶしながら引き延ばしてゆきますが、圧下力はバックアップロール両端のベアリングを通してしか掛けられないため、極端に表現するとロールは右図のように湾曲します。
このため鋼板の断面は幅方向の中央が最も厚く、端に行くほど薄くなり、この差をクラウン(Crown)と云います。
更に最エッジの50mm位は圧下力が集中して掛かるため、更に板厚は薄くなり、これをエッジドロップ(Edge Drop)といいます。
2) 板長さ方向の圧延の変動要因
①熱間圧延時の温度バラツキ(加熱炉のスキッド部・長さ方向の温度差など)
②冷間圧延時の張力の変動(特にトップ・エンド部で張力が掛からない部分)
③成分の変動による材質の変動
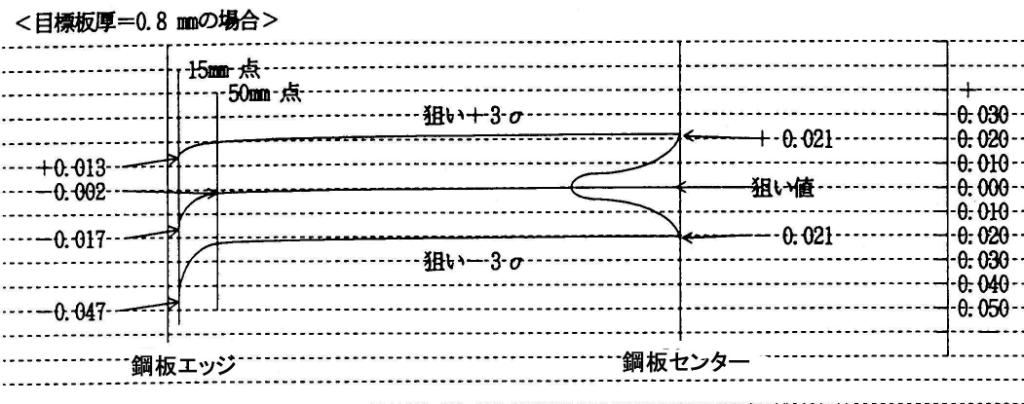
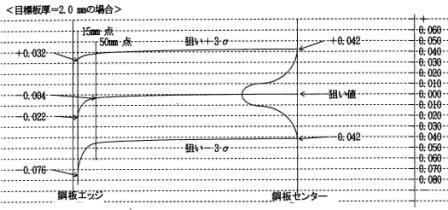
2.これらを総合した板厚のバラツキの例を下図に示します。(冷延鋼板の場合)
3.板厚精度の向上対策
これらの板厚の変動を少なくするために、様々な設備上の技術開発が行われていますが、代表的なものは下記のとうりです。
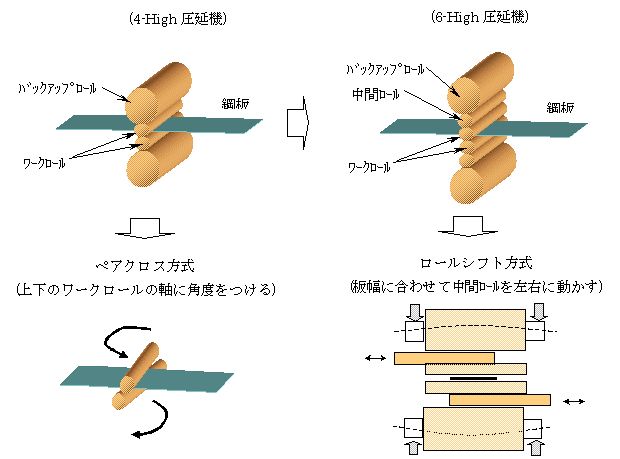
1)クラウン・エッジドロップ対策
2)長さ方向の板厚精度向上対策
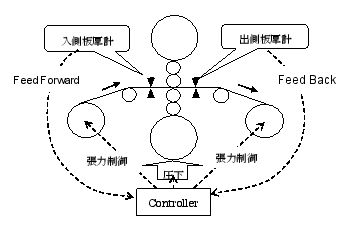
AGC(Automatic Gage Control)の技術が向上し、大幅な精度向上に寄与しています。フィードフォワード(Feed Forward)方式とフィードバック(Feed Back)方式があり、通常は両方使われています。右図はシングルスタンドの圧延機の例です。フィードフォワードは入側の板厚を計って圧下力と張力を制御し、フィードバックは出側の板厚を計って圧下力と張力を制御します。
4.薄板の許容公差
板厚の許容公差は日本ではJISで品種別に決められており、冷延鋼板の例をあげると下記のようになっています。(「JIS規格」参照)
一般の冷延鋼板はA規格が適用され、B規格はリロールで作られる幅狭磨帯鋼に適用されるものです。
冷延鋼板の場合の許容差は板端から15mmは保証対象から除かれていますが、この幅は品種により異なりますので、それぞれのJISに準拠する必要があります。
| 製品サイズ | A規格 | B規格 | |||||||
| w<630 | w<1,000 | w<1,250 | w<1,600 | w≧1,600 | w<160 | w<250 | w<400 | w<630 | |
| t<0.25 | ±0.03 | ±0.03 | ±0.03 | - | - | ±0.02 | ±0.025 | ±0.03 | ±0.03 |
| t<0.4 | ±0.04 | ±0.04 | ±0.04 | - | - | ±0.025 | ±0.03 | ±0.035 | ±0.035 |
| t<0.6 | ±0.05 | ±0.05 | ±0.05 | ±0.06 | - | ±0.035 | ±0.04 | ±0.04 | ±0.04 |
| t<0.8 | ±0.06 | ±0.06 | ±0.06 | ±0.06 | ±0.07 | ±0.04 | ±0.045 | ±0.045 | ±0.045 |
| t<1.0 | ±0.06 | ±0.06 | ±0.07 | ±0.08 | ±0.09 | ±0.04 | ±0.05 | ±0.05 | ±0.05 |
| t<1.25 | ±0.07 | ±0.07 | ±0.08 | ±0.09 | ±0.11 | ±0.05 | ±0.05 | ±0.05 | ±0.06 |
| t<1.6 | ±0.08 | ±0.09 | ±0.10 | ±0.11 | ±0.13 | ±0.05 | ±0.06 | ±0.06 | ±0.06 |
| t<2.0 | ±0.10 | ±0.11 | ±0.12 | ±0.13 | ±0.15 | ±0.06 | ±0.07 | ±0.08 | ±0.08 |
| t<2.5 | ±0.12 | ±0.13 | ±0.14 | ±0.15 | ±0.17 | ±0.07 | ±0.08 | ±0.08 | ±0.09 |
| t<3.15 | ±0.14 | ±0.15 | ±0.16 | ±0.17 | ±0.20 | ±0.08 | ±0.09 | ±0.09 | ±0.10 |
| t≧3.15 | ±0.16 | ±0.17 | ±0.19 | ±0.20 | - | ±0.09 | ±0.10 | ±0.10 | ±0.11 |
5.板厚に対する特別な要求
1) 薄目引き
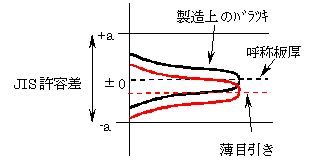 製造上の板厚のバラツキが許容公差に比較して十分小さい場合は、右図のように公差の加減を狙って製造することが可能です。これにより同じ重量で得られる板長さが長くなり、部品が多く採れるメリットが出ます。
製造上の板厚のバラツキが許容公差に比較して十分小さい場合は、右図のように公差の加減を狙って製造することが可能です。これにより同じ重量で得られる板長さが長くなり、部品が多く採れるメリットが出ます。但し、製品の呼称板厚に対して実際の平均の板厚が薄くなるという問題があります。
2) ミニマムゲージ(TMW:Theoretical Minimum Gage)
呼称板厚という考え方をやめて、最低限確保すべき板厚で取引する方法で、アメリカの自動車メーカーが考え出したものです。最低板厚を決め、それに対して製造上のバラツキを幾ら上乗せするかは製造側のオプションとなり、重量は上乗せする板厚分増えます。
従って、取引は重量ではなく、長さでの取引になります。
=========================================
HOME 技術資料室 技術用語 製品の寸法精度