================================================
1.丸刃のセットアップ
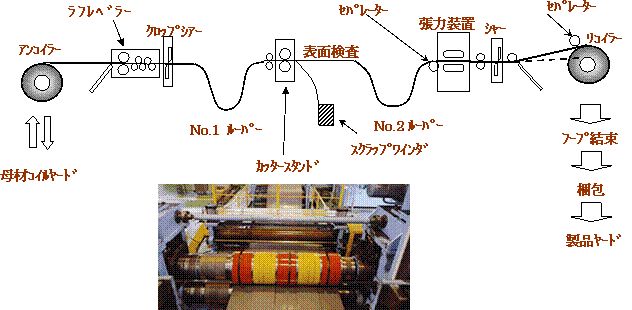
スリッターラインのカッタースタンドで丸刃をアーバーに固定する方法として、下記のような方法があります。
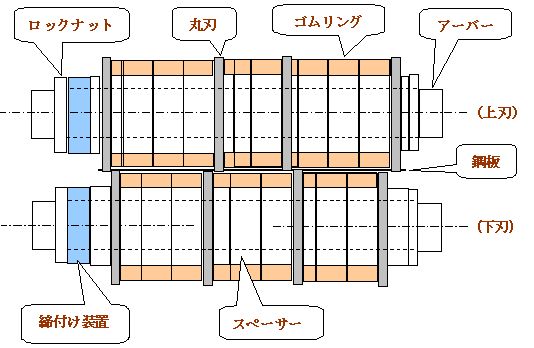
(1)スペーサー方式
従来一般的に用いられているのがスペーサーを丸刃の間に挟んで丸刃の間隔を固定する方法です。(下図参照)

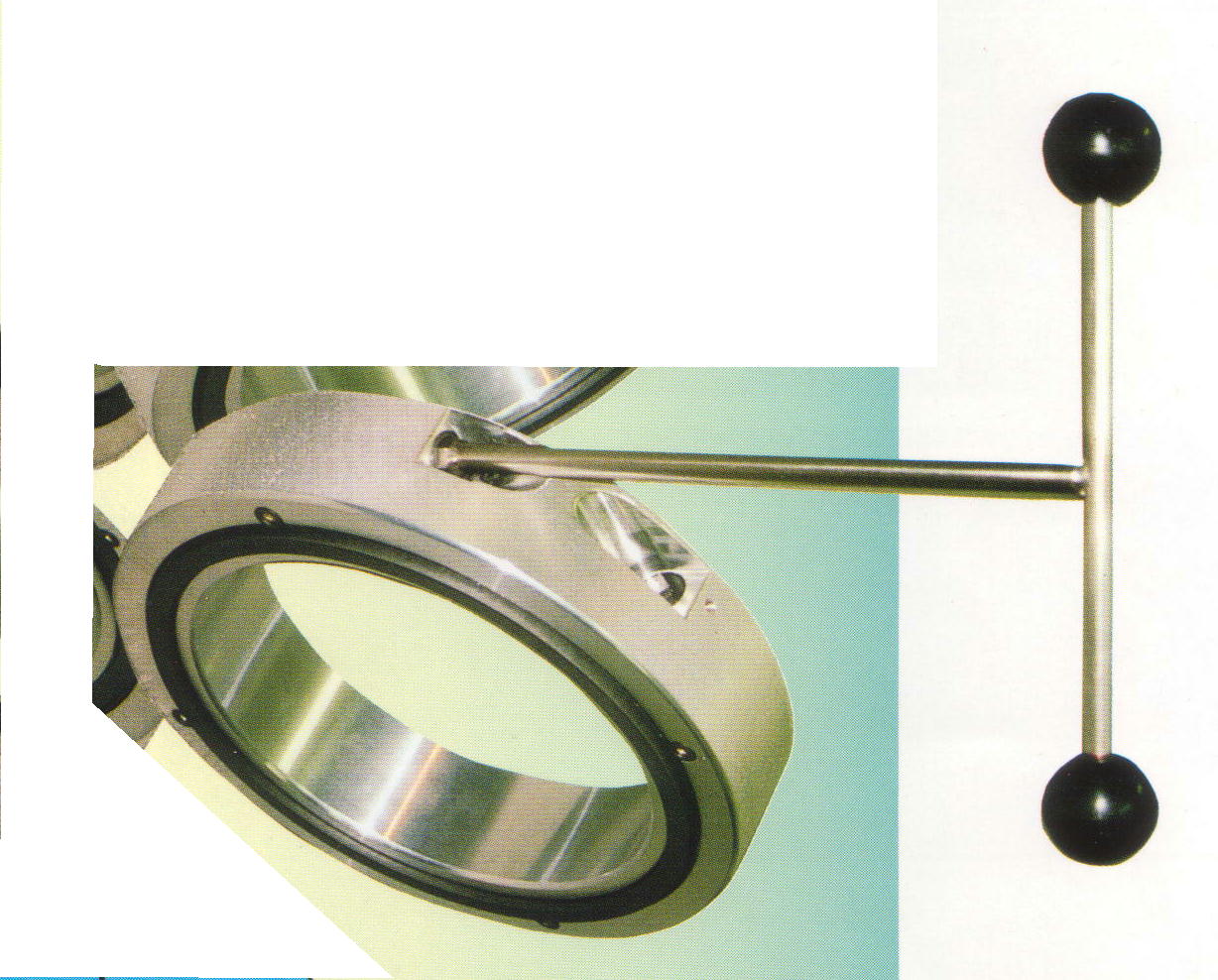
これの代わりとして下図に示す装置は封入された油にT型ハンドルを回して圧力をかけるだけで、少ない力で容易に一定の締め付け力で刃物を固定することができます。3K ナットとフローティングシートは各々メーカーの固有名詞ですが、原理はどちらもほぼ同じです。「機器・備品のメーカー」参照。
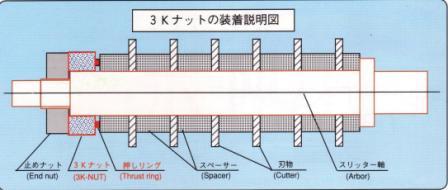
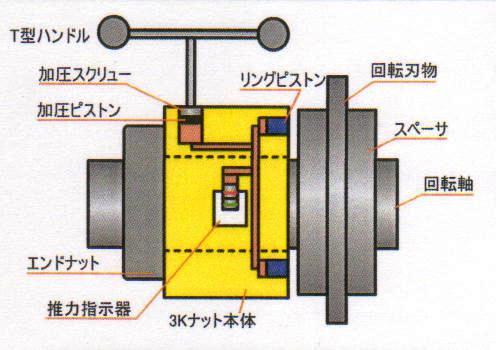
新方法 従来の方法
アーバー外径の寸法公差は、通常+0~-0.005 mm 程度で、これに対する丸刃の嵌め合いの間隙は、一般的には30~40 ミクロン程度です。
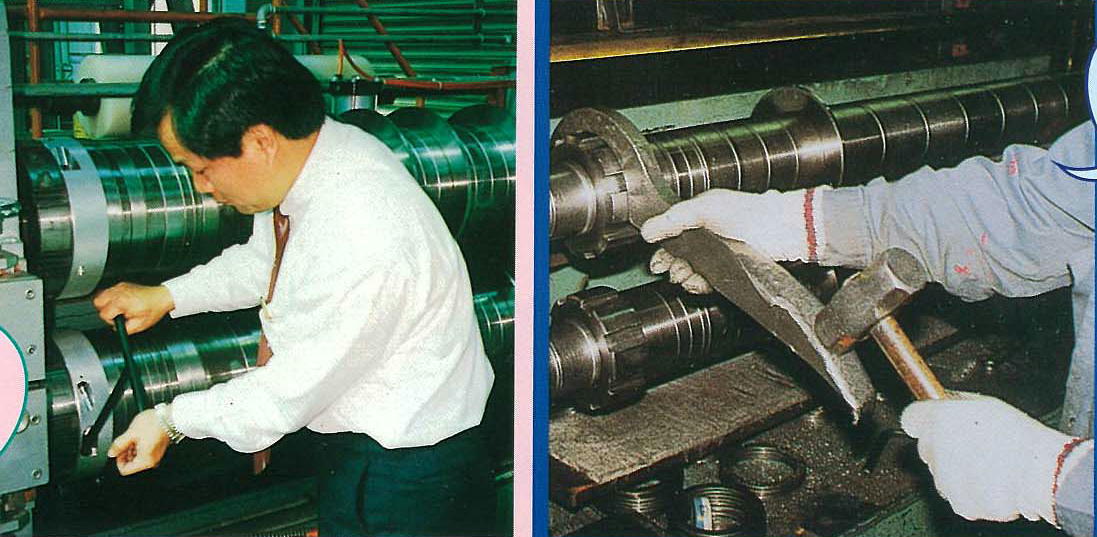
丸刃とスペーサーを人力でアーバーに組み込む作業では、腰痛などの原因になる危険があり、刃物台とアーバーの高さを身長に合わせて調整可能にしたり、刃物台との距離を短くするなどの工夫が必要です。
尚、一般的にアーバーにはキーは付いていません。キーがあると丸刃及びスペーサーの着脱時に回転させながら着脱できないために作業が非常に困難で時間がかかります。従って丸刃の回転力は丸刃を軸方向に絞めこむ力により得られる摩擦力で確保する必要があるため、ある程度以上の締め込み力が必要になります。
刃組み作業は、ロボットを使った完全自動刃組み装置が開発され、やや高価ではありますが導入され始めています。
刃組の終わったカッタースタンドを、使い終わったライン内のカッタースタンドと入れ替える方法としては、
①クレーンで吊り出し・吊り込みを行う旧来の方法
②交換台車方式
等があります。
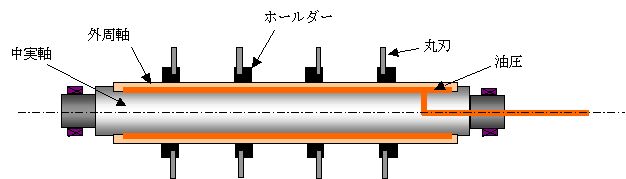
(2)油圧拡縮方式(HES)
スリッターラインの丸刃を固定する軸(アーバー)自体を2重構造にし、中に油圧を掛けて膨らませることにより丸刃を固定する方式をHES (Hydraulic Expansion System) と云います。従来方式のように丸刃と丸刃の間にスペーサーを入れて固定する必要が無いため、オンラインで刃のセット替えを容易に行うことができます。
これを使うとッスペーサーが不用になるのと、カッタースタンドの交換が不要になるなどのメリットがあります。
他方、丸刃を固定する力には限界があるため、余り厚い鋼板のスリットは向かないこと、また丸刃をアーバーに直角に固定するためのホルダーが必要なことから、丸刃間の最小間隔はホールダーの幅で制約され、スリット可能なフープの最小幅が制約されます。
2.丸刃
3.スペーサー
4.板押さえ
板幅精度を確保するには、丸刃間で鋼板のバタツキや反りを押えて精度良くスリットする必要がありますが、その方法としてはスペーサーにゴムリングをはめて押さえる方法のほかに、フィンガーという渡し板で押さえる方法等があります。
(1)ゴムリング方式
右写真のようにスペーサー外周にゴムリングをはめて上下から鋼板を挟みこむ方法で最も一般的です。スペーサーとゴムリングは焼き付けて一体化したものと、単にはめ込んだものとがありますが、焼き付けて一体化した場合は、丸刃の外径に合わせて研磨するなど、管理がやや面倒な点があります。
ゴムリングの外径は丸刃の径に合わせてそろえる必要があります。丸刃径よりもやや小さくしておかないと、相手の丸刃との間に挟まれて鋼板に刃肩疵が入る危険があります。
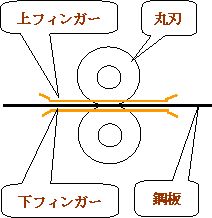
(2)フィンガー方式
専用の串型の板押えをカッター軸の前後に通して固定し、上下から鋼板を挟みこむ方法です。昔はフィンガーが主体でしたが、ゴムリングが導入されてからはフィンガーは少なくなりました。

HOME 技術資料室 技術用語 製品の寸法精度 スリッターライン 刃物関連情報