HOME 技術資料室 技術用語
============================================
1.塗装鋼板の種類
一般に塗装鋼板というと、亜鉛メッキ鋼板の上に連続的に塗装したもので、屋根・壁用の建材用として長い歴史があります。
近年、塗装技術が改良されて外観がきれいになると共に、かなり厳しい加工にも耐える高級塗装鋼板が開発され、家電部品などのポストコート(加工後の部品に塗装)を省略できる製品として広く使われ始めました。
塗装溶融亜鉛めっき 塗装ガルバリューム 塗装5%Al-Znめっき 参照
2.塗装鋼板の製造高級塗装鋼板採用の拡大要因
| 分類 | 一般カラー鋼板 | 高級塗装鋼板(PCM) |
| 用途 | 外装用建材、(屋根・羽目) | 家電製品、厨房機器、内装用建材 |
| 要求品質 | 耐候性、耐食性、(意匠性・加工性) | 高加工性、表面美麗、意匠性 |
①塗装工程での公害対策・作業環境改善の必要
②非効率的な塗装工程スペースの有効活用
③コスト削減
2)最終製品への意匠性・デザインの付与拡大要求
①素材の意匠性の選択幅の拡大
3)高級塗装鋼板の特性向上
①加工性の向上
②接着性向上
③耐汚染性向上 など
3.塗装鋼板の製造
一般に亜鉛メッキ鋼板を素材とし、塗料を表面に1~3回、裏面に1回、コーターロールで均一に塗布し、塗布毎に乾燥・焼付け(ベーク)を行います。表面を2回塗る場合が多く、2コート・2ベークといいます。
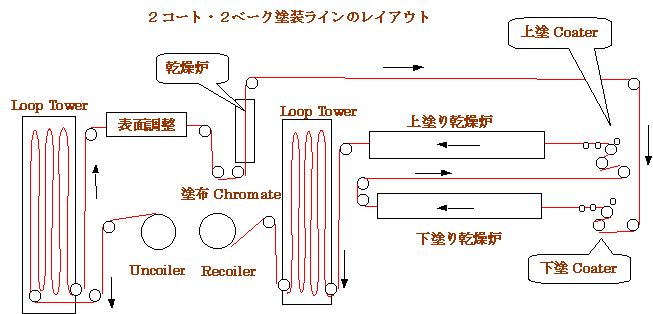

塗装後の製品の表面を保護する目的で、ガードフィルムを貼り付ける場合がありますが、その方法は概略右図のような設備で行われます。
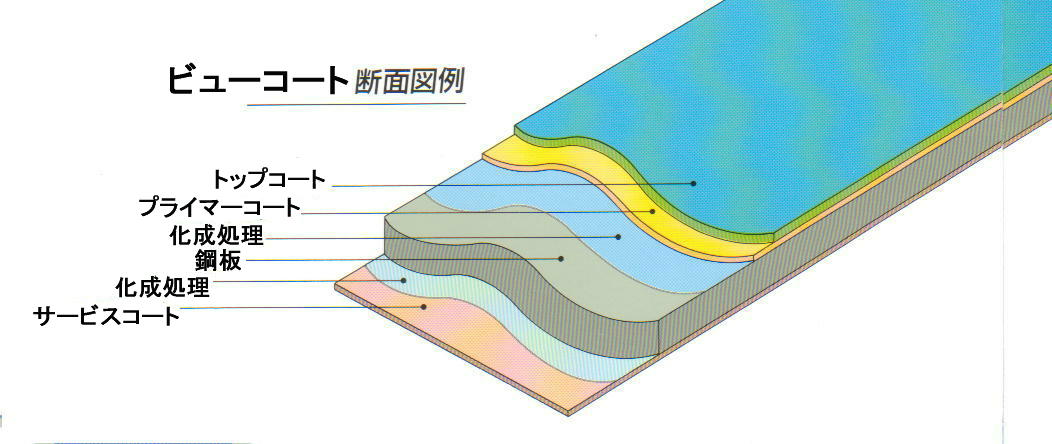
高級塗装鋼板は深絞り加工をしても密着性は元より、外観の光沢も落ちにくい画期的な品質のもので、家電製品を主体に広く使われています。尚「ビューコート(Viewkote)」は新日鐵の商品名です。
高級塗装鋼板を使うことにより、従来家電などの製造会社内ではプレス加工後に部品毎に脱脂・塗装していたものが必要なくなり、塗装工程そのものと併せて廃液・廃ガス処理などの環境対策も省くことが可能となりました。
オーディオケース、洗濯機外板、照明器具、ファンヒーター、トラックのあおり板、エアコン室内外機、冷凍ショーケース、自動販売機、等
高加工用、耐汚染用、耐熱用など、用途に応じて色々な種類が用意されています。
5.塗装鋼板の性能試験
6.塗装鋼板の欠陥
| ローピング不良 | コーターで塗料を塗った後、塗料が充分流動平滑化するまでの時間(セッティング・タイム)が不足した状態で焼付炉で固まったもので、幅方向に不均一な付着ムラが出る |
| エナメルヘヤー | 焼き付け温度が高すぎると塗膜が硬くなり切断時クラックが入ってヒゲ状に剥離する |
| 微粒ドロス | 原板の亜鉛めっき時のドロス付着 |
| サザナミ模様 | GI原板の亜鉛ワイピング不均一 |
| 塗料の泡 | カラーラインで塗装時に空気などを巻き込んでできる |
| プレッシャーマーク | スキッド等で長時間局部的に圧力が集中したために圧痕が残ったもの |
| ストップマーク | レベラーにはさまれたままラインストップしてワークロールの圧痕が残ったもの |
| 経時剥離 | 経時により、亜鉛メッキ層中の不純元素(Pb等)を起因として局部腐食を起し、メッキ層から剥離する現象 |
7.加工上の注意点
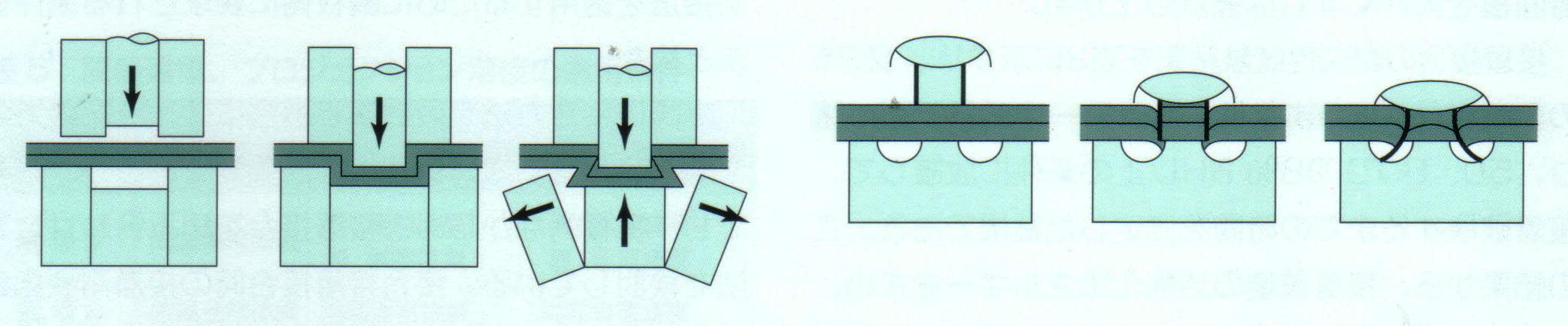
塗装鋼板の接合方法は下記のようなものが代表的な方法ですが、最も多く使われているのは機械的な接合です。かしめを用いる場合は、かしめた部分の塗膜割れが起こらぬよう加工性の良い塗装鋼板を選択する必要があります。
ⅰ)機械的接合・・…かしめ(ロックシーム、トグロック、トックス等)、ビス、リベット、ボルト
ⅱ)溶接…………間接通電、プロジェクション溶接
ⅲ)接着
(機械的接合)
家電向けの塗装鋼板は自動車外板と同じ理由で、外観疵は基より、顧客での加工時に疵の原因となるゴミや異物の付着を避ける必要があります。
①そのためには加工設備全体をビニールシートで囲い、周辺、特に天井やクレーンレール架台などに溜まったゴミ、ブツの落下・付着を防ぐ必要があります。
②ライン内で発生するものとして、コイルエッジのバリからの鉄粉とか、ベルトコンベヤーやゴムロール類が鋼板のバリやガイド等で擦られて発生した磨耗紛等があります。
③パイラーなどのブロアーの吸い込み口から吸い込んでくる場合もありますので、吸い込み口周辺には注意が必要です。
④板のハンドリング時に使うウエス・手袋などの繊維から出る糸屑やゴミも気をつける必要があります。
⑤塗膜は加工時に設備各部との接触で静電気を帯びやすく、ゴミを吸着するばかりでなく、顧客の工程で影響を及ぼす可能性もあります。静電除去装置なども市販されています。
塗装鋼板は無塗油製品なので、塗油材と共用している設備では、加工前には設備に付着した油を除去する必要があります。
通常は「ホワイトガソリン」等の溶剤で油を拭き取りますが、レベラーの中までは構造が複雑なため手で拭くことはできず、溶剤を掛けながら回転させたり、フェルトロールを挟んで空転させたり、ダンボールや多少油の付着が許される注文をつなぎ材に通板して吸い取らせる方法等で対応しているようです。これといった良い方法が無く、世界中で困っているのが実体です。
資金さえあればレベラーを2基タンデム又はパラレルに配備して塗油、無塗油専用に使い分けたり、ロール部分をカセット式に入れ替えたりする装置はありますが、高価になります。
塗膜は柔らかく弾力性があるために、長い時間圧力がかかるとその部分は凹み、マークとして残ります。これをプレッシャーマークといいますが、例えば切り板製品を余り高く段積みするとスキッドの跡が製品に残ります。これを消すには圧力を開放するだけでも時間とともに薄くなって消えて行きますが、加温すると一層速く消えます。
更に、シャーラインのレベラー部分でラインストップすると、ワークロールの圧痕が残るので、レベラー部分は完全に停止させずに微速運転ができるようにしておく必要があります。
スリッターラインでは、テンションリールで巻取った後リールを抜くと、板間の樹脂層の弾力によりラップ間の張力が保てず踏ん張りが効かない状態になってコイルが座屈しやすくなります。製品の板厚・幅・外径によっては予め内径にスリーブを入れる必要があります。一般的に厚手の紙製のスリーブが使われているようです。
HOME 技術資料室 技術用語 JIS規格 表面処理の種類