=========================================
1.人による表面疵検査体制
通常のコイルセンターでの表面疵検査としては、製品のトップ・ミドル・ボトムのみの抜き取り検査をしている場合が一般的で、外観が厳しい用途向けの製品を扱っている特殊な工場では、専任の検査員を置いて全長検査をしています。
自動車や家電の外板など、少しでも表面疵が混入することが許されない製品を受注する場合は、専任の検査要員を育成して全長・全幅の検査をする場合があります。
従来厳しい用途向けの加工経験が無いコイルセンターでは、検査の習慣が無いのが普通なので、新たに自動車外板向けの顧客などに取り組む場合は、まず社員全体が「欠陥品を出荷させてはいけない」という認識を徹底した上で、検査体制を整える必要があります。
検査体制を整えるには、
| ① | 専門検査員の任命と訓練育成、資格認定制度の策定 |
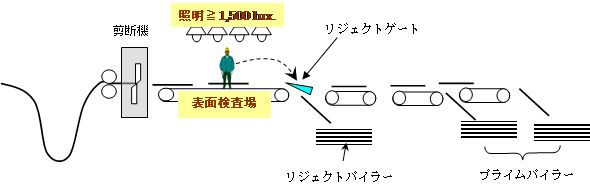
| ② | ライン内走行中の鋼板の表面検査場の設営と照明(1,500ルックス以上)の設置 |
| ③ | 疵の種類とその出荷許容限界サンプルを整える |
| ④ | 検査結果及び検査者の記録方法を決める |
| ⑤ | コイルやフープの場合のようにその場でリジェクトできない場合の処理方法と情報の残し方を決める |
| ⑥ | 不合格品の処置方法を決める |
2.表面疵検査装置の開発状況
表面疵の検査が自動検査装置で可能になると、検査の見落としの防止や検査スピードのアップによる処理ラインの能率向上が図られ、多大なメリットが期待できます。この検出器の開発には鉄鋼メーカー各社が長年にわたって精力的に取り組んで来ましたが、完全に最終検査機器として実用化されるレベルには到達しておらず、あくまでも補助的なレベルまでしか至っていないようです。
冷延鋼板や亜鉛メッキ鋼板の表面疵のような一般的な表面検査に用いる場合に難しいのは、疵の種類別に有害度を判定する技能です。例えば、油しみなど余り有害でないのに面積が大きいものと、ブローホールのように表面に出た部分は小さくても有害度の高いものを識別する技術です。
基本原理はデジタルカメラで得た鋼板の表面疵の電子情報をコンピューターで画像・演算処理して疵の種類とそのレベルを識別させるのですが、数億円のものでも疵種類の識別に限界があるようです。
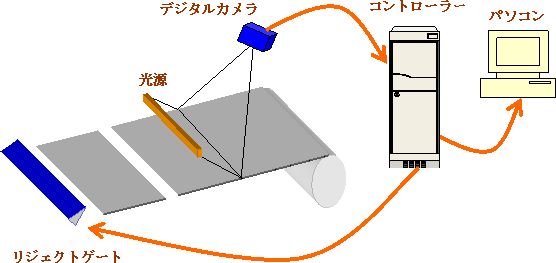
単色のカラー鋼板の場合のように素地が均一で、疵の種類が限定される場合には、多少の誤判定のリスクはありますが実用化できています。但し、切板ラインのように検出後、同一ライン内でリジェクトする場合で、1,000~3,000万円ぐらいです。
疵を検出するラインとリジェクトするラインが別設備の場合は、さらにこの設備間でどのようにして情報を伝達するかの課題があります。
欠陥部に直接カラースプレーして欠陥部を表示する方法は最も簡単で確実な方法ですが、リジェクト品を市場に販売する場合に、例え級外品といえどもカラースプレー部は消しておく必要があるのが一般的ですので、その対応がまた難題です。
紙での記録情報では位置の情報があいまいになりますし、コンピューターでの情報連結はかなりの投資を要することになります。
==========================================
HOME 技術資料室 技術用語