|
自動車外板の加工に関する特別管理事項 HOME 技術資料室 技術用語
==========================================
自動車用鋼板の中でも、特に外板用の鋼板は用途上非常に難しい特性を求められ、受注・加工に当っては特別に管理する必要があります。特に外板固有の特性として必要な項目は、
| ① |
原則全部品プレス加工であり、複雑な形状の部位に対しては、深絞り或いは超深絞り加工性を持つ材料が必要になる |
| ② |
自動車の外観になるため、表面疵が無いことが前提 |
| ③ |
車体の強度を確保する必要から、部位によりハイテンなど高強度の鋼板が指定される |
等で、受注・加工する場合に特に注意しなければならない主要点は以下の通りです。
| 1) |
材質及びサイズが受注契約通りのものであることが鉄則です。特に原コイルの引き当て時に注意が必要で、在庫が無い場合に近似材質や近似サイズを充当して重大事件になった例が過去に多くあります。 |
| 2) |
シート製品の場合は原則全数保証なので、表面欠陥に対してオンラインで欠陥品をリジェクトできるような体制つくりと、検査員のレベルを向上させる必要があります。但し、ブランクの周辺部は「しわ押さえ」として切り捨てられる場合があり交渉のできる場合があります。 |
| 3) |
鋼板表面に異物が付着していると、プレス時に小さな凹凸(デンツ、ピンプル、星目、ブツ、等という)をつくり、その後の塗装により浮き出てきて修正は非常に困難です。
客先でプレス前に鋼板の洗浄装置を設けているのが通例ですが、一旦付着した異物を完全に除去することは難しく、そもそも異物が付着しないようコイルセンターでも対策を打つ必要があります。 |
| 4) |
輸送でのハンドリング及び倉庫での段積み等による疵入りを最小限に防ぐため、梱包様式には特別な注意が必要です。(「梱包」参照) |
具体的な対策の詳細は以下の通りです。 |
| (1) |
受注処理と原コイルの引き当て
| ① |
自動車用外板であることを鉄鋼メーカーへの発注書に明記すること、梱包への注意点も明記する |
| ② |
部品名と加工程度を発注書に明記すること |
| ③ |
最終顧客紐付きの契約とすること |
| ④ |
原コイルの引き当ては必ず材質・板厚の同一のものから行うこと(特別管理契約のある場合はこれも含む) |
|
| (2) |
原コイルの受け入れ検査
| ① |
原コイルの工場入荷時の梱包外観や水濡れ状況などの写真と検査記録を残す |
| ② |
①の状況によっては、船からの荷降し時の吊具の確認(ワイヤーロープは疵が入る)とハンドリング疵、船中結露による錆、港での保管状況(倉庫内のスキッド上保管)、などの確認が必要となる。輸送起因の場合は保険求償が可能。 |
|
| (3) |
工場入荷後の在庫管理
| ① |
入庫後の保管は木製などのスキッド上またはゴム板などの上に置く (「コイルヤード」参照)
|
| ② |
1 段積みとする |
| ③ |
外板専用の置場とする |
| ④ |
先入れ先出しの在庫管理を行い、長期在庫を避ける |
| ⑤ |
開梱後の注文完了による戻しコイルは異物が付着せぬよう簡易梱包して保管する |
|
| (4) |
加工
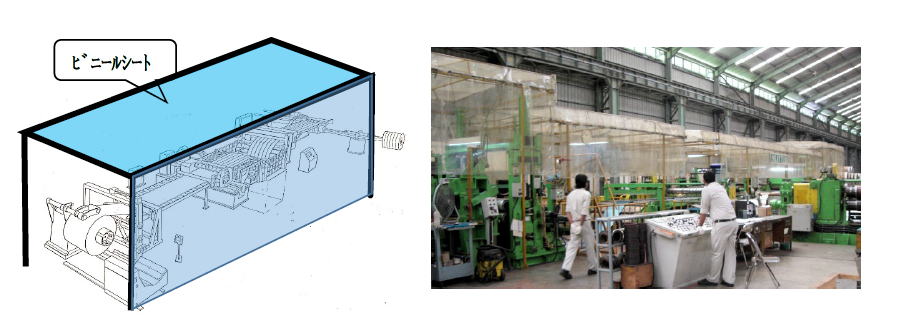
鋼板がほどかれた状態の間に異物が付着せぬような配慮が最も重要で、工場全体の整理・整頓・清掃は当然として、更に、
| ① |
加工ラインには天井やクレーン、ブロアー等からのゴミが落下・付着せぬよう、ビニールなどのラインカバーを設置する(下図)
|
| ② |
外板を加工する前にはコンベヤー、ピンチロール、レベラー等に異物が付着してないことを確認し、清掃する |
| ③ |
特にレベラーはワークロールに疵やバックアップロールの跡が付いていないか確認する(「タイガーマーク」参照) |
| ④ |
作業指示書の整備(顧客要求の外板重点管理事項と合否判定基準を注文毎に記述要) |
| ⑤ |
作業手順書の整備(疵のチェック、等 「QC工程表(pdf)」参照) |
|
| (5) |
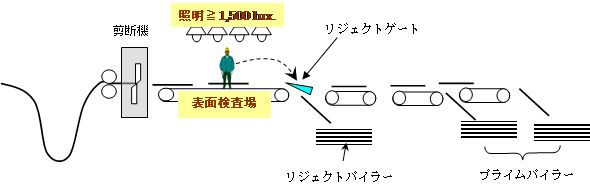
表面疵検査体制(「表面疵検査」参照)
外板は原則全数検査の体制が必要です
| ① |
ライン内に検査スペースを確保して、照明(1,500ルクス以上)及びリジェクトパーラーの操作用ボタンを設置する。
|
| ② |
検査のスペシャリストを育成して、走間中での検査能力を付けさせ、不合格品はリジェクトパイラーに落とす。 |
| ③ |
表面疵種別に限界サンプルを作り、定期的に検査員に見させて判定能力を養う。 |
| ④ |
検査結果の記録と実際の検査員の氏名を記録し、クレーム時のフィードバック体制を確立する |
|
| (6) |
製品の管理
| ① |
出荷〜顧客までの輸送方法によっては打痕、アブレージョン、水濡れなどへの梱包対策が必要(「梱包」参照) |
| ② |
合格・不合格の現品識別表示の明確化と在庫管理の明確化 |
| ③ |
個々の製品の履歴をトレースできる体制(トレーサビリティー)を確立 |
| ④ |
製品の保管条件(段積不可、専用置場) |
| ⑤ |
製品に疵が入らない吊具の選択 |
| ⑥ |
製品輸送中の疵入り対策 |
|
===========================================
HOME 技術資料室 スリッターライン 剪断ライン デンツ |