========================================
薄板をプレス加工する場合の代表的な例が深絞り加工です。典型的な例は下図に示すように、円板が幅を縮めながら長さ方向に伸ばされてゆき、最終的に円筒形になる加工です。
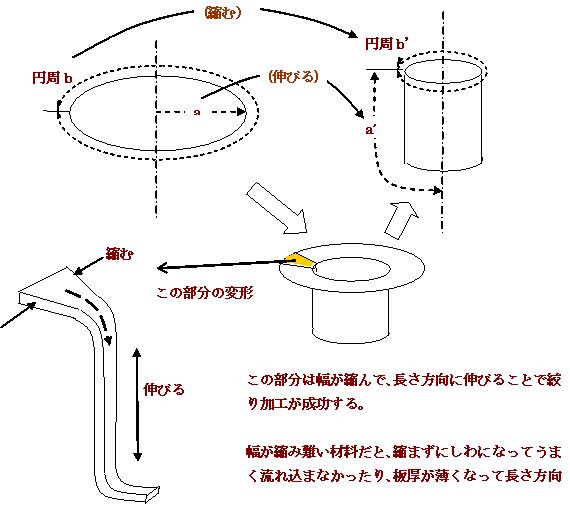
鋼板には板幅方向に縮みやすい性質のものと縮みにくいものがあり、幅が縮みにくい鋼板を深絞り加工すると、板はしわになって円筒部に流れ込みにくくなると同時に板厚が薄くなって破断してしまいます。すなわち深絞り加工には、板幅が縮みやすく板厚が薄くなりにくい鋼板が適している訳です。
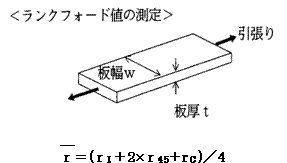 板幅の縮みやすさと板厚の減りにくさを測定して数値化したものが「ランクフォード値 (Lankford Value)」です。通常の引張試験で10%程度の引張変形を行った時点で、板厚の変化代と板幅の変化代を測定し、その比率を下記の式で表したものです。(分母分子は各々自然対数)
板幅の縮みやすさと板厚の減りにくさを測定して数値化したものが「ランクフォード値 (Lankford Value)」です。通常の引張試験で10%程度の引張変形を行った時点で、板厚の変化代と板幅の変化代を測定し、その比率を下記の式で表したものです。(分母分子は各々自然対数)ランクフォード値=板幅の変化代/板厚の変化代
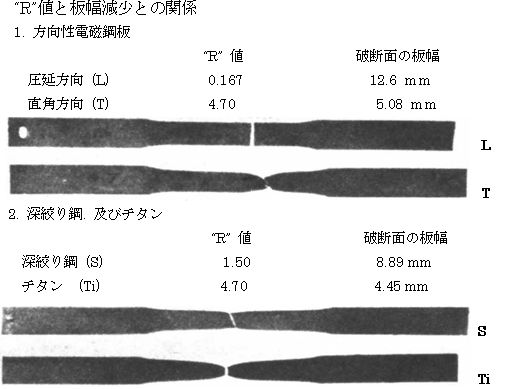
この値は鋼板内の測定方向により、圧延方向と板幅方向と45°方向でかなり差があることから、各方向で測定した値を下記の式で平均化したものを r の上に横線を入れてアールバーと言い、普通にランクフォード値といったらこれを指します。
この値が大きいほど板厚が減らずに板幅が縮みやすい性質を表し、深絞り加工に適しています。通常のDDQの場合で1.6程度、EDDQで 2.0以上の値になります。
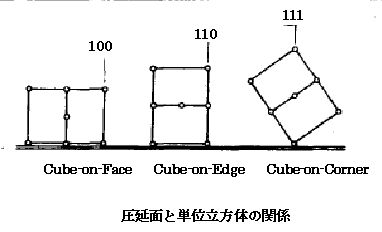
高いランクフォード値を得るための鋼の結晶構造として、鋼板を真上から見た場合に下図色づけした三角形の面 (111) が鉄板の表面に並行になるような結晶の並び方を Cube-on-Corner といいます。フェライトではこの (111) 面が結晶の最も滑り易い面になっている為、Cube-on-Corner の配列が多いほど、板幅が減少しやすく、板厚は減少しにくくなり高いランクフォード値が得られます。
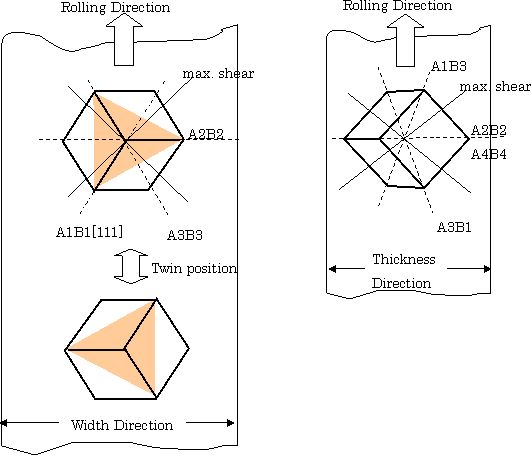
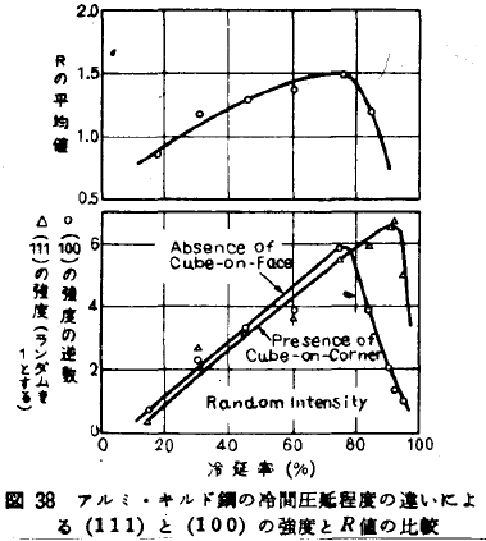
1)(100) Cube-on-Face の存在はランクフォード値を小さくする
2)(111) Cube-on-Corner の存在はランクフォード値を大きくする
3)(111) の存在よりも (100) が少ない方がランクフォード値を大きくする
========================================
HOME 技術資料室 プレス加工 機械試験