亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖
丂峾斅偺惈幙偺應掕偵偼埲壓偵帵偡條側怓乆側曽朄偑偁傝丄奺崙偺婯奿傕偙傟傜偺應掕抣偱寛傔傜傟偰偄傑偡丅
侾.堷挘帋尡 (Tensile Test)
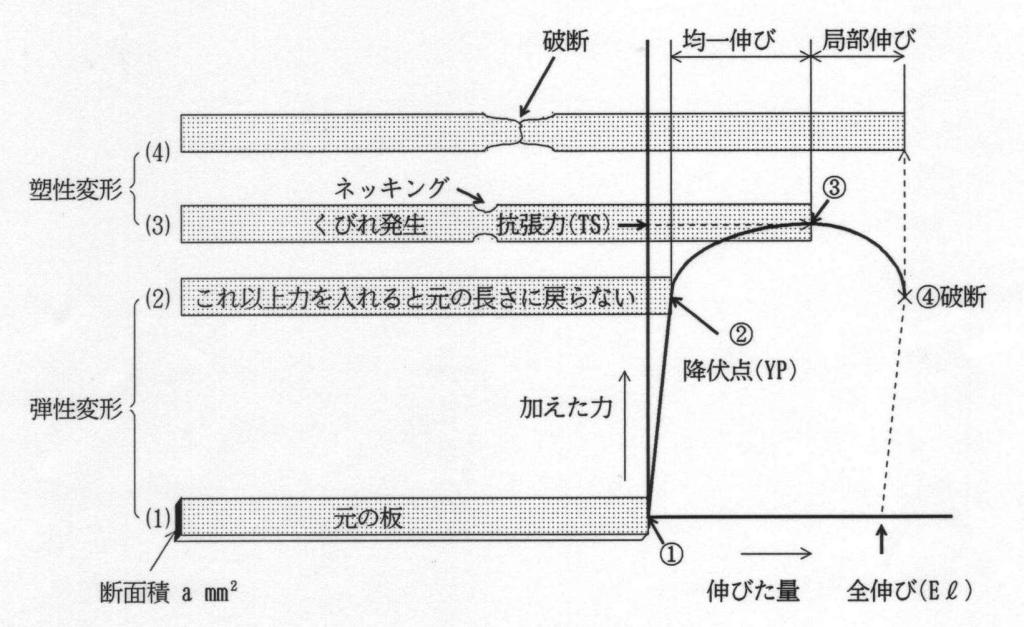 丂挿曽宍偺峾斅偵椉懁偐傜椡傪壛偊偰堷偭挘偭偰備偔偲斅偼墑傃偰備偒丄嵟屻偵攋抐偟傑偡偑丄偦偺柾條傪彮偟徻偟偔尒偰傒傑偡丅
丂挿曽宍偺峾斅偵椉懁偐傜椡傪壛偊偰堷偭挘偭偰備偔偲斅偼墑傃偰備偒丄嵟屻偵攋抐偟傑偡偑丄偦偺柾條傪彮偟徻偟偔尒偰傒傑偡丅(1)尦偺斅偺塃抂嘆傪僛儘揰偵偟偰塃曽岦偵乽怢傃偨検乿丄忋曽岦偵乽壛偊偨椡偺戝偒偝乿傪僾儘僢僩偟偰備偔偲塃恾偺傛偆偵側傝傑偡丅
(2)斅偵椡傪壛偊偰峴偔偲弶傔偺偆偪偼椡偵斾椺偟偰斅偼怢傃偰備偒丄嘇偺揰傑偱偼椡傪敳偔偲尦偺挿偝偵栠傝傑偡丅偙偺曄宍傪乽抏惈曄宍乿偲尵偄傑偡丅
丂嘇偺揰傪挻偊傞偲斅偼椡傪敳偄偰傕尦偺挿偝偵栠傜側偔側傝丄乽慪惈曄宍乿偺椞堟偵擖傝傑偡丅慪惈曄宍偺巒傑傞揰嘇傪乽崀暁揰乮Yield Point=YP)乿偲尵偄丄壛偊偨椡傪斅偺摉弶偺抐柺愊 a mm2偱妱偭偰 Newton/mm2 (MPa) 偱昞偟偨抣傪乽崀暁墳椡(Yield Stress)乿偲塢偄傑偡丅
崀暁揰偑柧妋偵尰傢傟側偄嵽椏偵娭偟偰偼丄0.2%偺慪惈曄宍傪惗偠偨帪偺墳椡乮乽懴椡乿乯偱戙梡偟傑偡丅
(3)峏偵椡傪壛偊偰備偔偲丄嘊偺偲偙傠傑偱偼斅慡懱偑嬒堦偵曄宍偟偰備偒傑偡偑丄嘊偱斅偵偔傃傟乮券份皋)偑弌巒傔傑偡丅偙偺椡傪乽峈挘椡乮Tensile Strength=TS)乿偲偄偄丄斅偺摉弶偺抐柺愊a偱妱偭偰Newton/mm2 (MPa)偱昞偟傑偡丅
丂
(4)埲屻偼偔傃傟偨晹暘偑廤拞揑偵怢傃偰傗偑偰攋抐偟傑偡丅攋抐偟偨揰嘋偱偺怢傃偨挿偝傪尦偺挿偝偱妱偭偰%偱昞偟偨傕偺傪乽怢傃(Elongation=El)乿枖偼乽慡怢傃乿偲尵偄傑偡丅
丂嘇乣嘊傑偱傪乽嬒堦怢傃乿丄偦傟埲崀傪乽嬊晹怢傃乿偲尵偄傑偡丅
丂戙昞揑側椻墑峾斅偱偼YP=200 MPa丄TS=300 MPa丄El=40%掱搙偱偡丅峈挘椡(TS)傪崅傔偨峾斅偑崅挘椡峾斅(High Tensile Steel)枖偼僴僀僥儞偱丄1000 MPa傪挻偊傞傕偺偑弌偰偄傑偡丅
拲乯堷挘帋尡曅偺僒僀僘偵娭偟偰偼乽奜崙婯奿乿嶲徠丂
俀.僄儕僋僙儞帋尡丂(Erichsen Test)
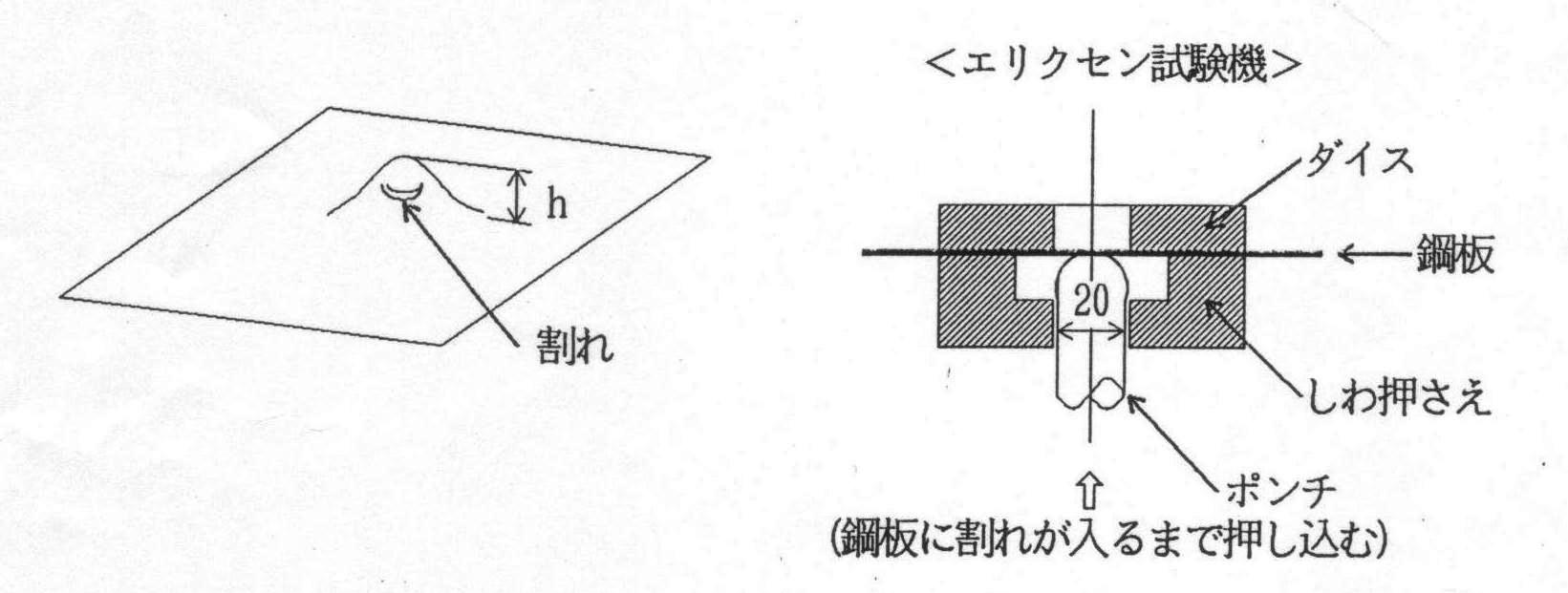 丂偙傟偼峾斅偺挘傝弌偟壛岺惈傪挷傋傞帋尡偱偡丅椺偊偽廃埻傪屌掕偟偨價僯乕儖偵巜傪撍偭崬傫偱備偒丄偳偙偱價僯乕儖偑攋傟傞偐傪尒傞偺偲摨偠梫椞偱偡丅
丂偙傟偼峾斅偺挘傝弌偟壛岺惈傪挷傋傞帋尡偱偡丅椺偊偽廃埻傪屌掕偟偨價僯乕儖偵巜傪撍偭崬傫偱備偒丄偳偙偱價僯乕儖偑攋傟傞偐傪尒傞偺偲摨偠梫椞偱偡丅丂峾斅傪寉偔嫴傫偩忬懺偱億儞僠傪墴偟崬傫偱備偒丄峾斅偵僋儔僢僋偑擖偭偨帪揰偱巭傔丄峾斅偺曄宍崅偝 h mm傪應掕偟傑偡丅偙偺抣傪乽僄儕僋僙儞抣乿偲尵偄傑偡丅
俁.峝搙帋尡 (Hardness Test)
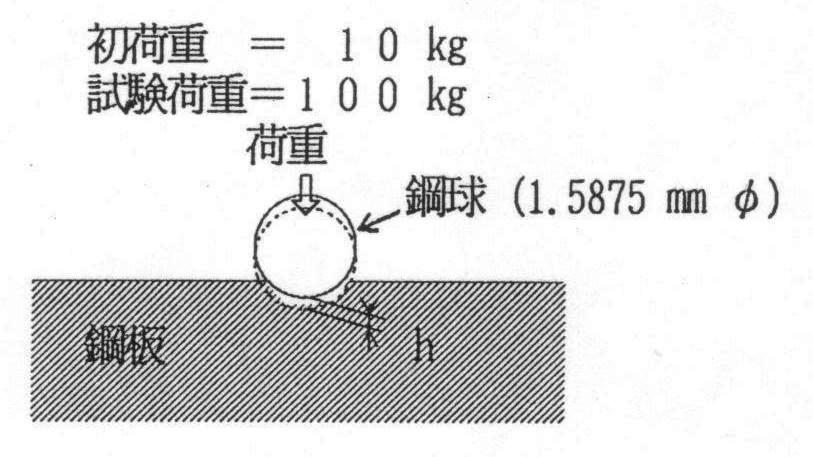 丂嵽椏偺昞柺峝偝傪昞偡偵偼怓乆側曽朄偑偁傝傑偡偑丄敄斅偺応崌偼堦斒揑偵乽儘僢僋僂僄儖俛峝搙(HRB)乿偑巊傢傟傑偡丅偙傟偼師偺梫椞偱峾斅偵峾媴傪墴偟晅偗偰丄偱偒偨孍傒偺怺偝傪應掕偡傞傕偺偱偡丅
丂嵽椏偺昞柺峝偝傪昞偡偵偼怓乆側曽朄偑偁傝傑偡偑丄敄斅偺応崌偼堦斒揑偵乽儘僢僋僂僄儖俛峝搙(HRB)乿偑巊傢傟傑偡丅偙傟偼師偺梫椞偱峾斅偵峾媴傪墴偟晅偗偰丄偱偒偨孍傒偺怺偝傪應掕偡傞傕偺偱偡丅丂侾乯峾媴傪弶婜壸廳10kg偺椡偱峾斅偵墴偟崬傓
丂俀乯師偵帋尡壸廳100kg偱墴偟崬
丂俁乯嵞傃弶婜壸廳10kg偵栠偡
侾)偲俁乯偺孍傒偺嵎 h偐傜師偺幃偱寁嶼偟偨抣偑儘僢僋僂僄儖俛峝搙偱偡丅丂丂HRB亖130亅0.5 亊h
偙偺応崌丄峾媴偺戙傢傝偵僟僀儎儌儞僪埑巕傪梡偄偨傕偺偑丄乽儘僢僋僂僄儖俠峝搙乮HRC)乿偵側傝傑偡丅奺應掕曽朄偺娫偺娭學偼乽峝搙姺嶼乿傪嶲徠丅
係.嬋偘帋尡 乮Bend Test)
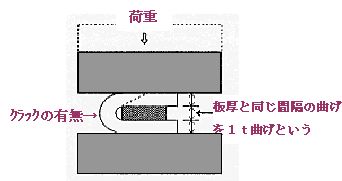 丂塃恾偵帵偡傛偆偵斅傪怓乆側娫妘偱侾俉侽亱嬋偘傞帋尡偱嵟傕娙扨偵偱偒傞帋尡偱偡丅摨偠斅岤偺斅傪侾枃嫴傫偱嬋偘偨応崌傪侾t
嬋偘丄俀枃嫴傫偩応崌傪俀倲 嬋偘偲偄偄傑偡丅
丂塃恾偵帵偡傛偆偵斅傪怓乆側娫妘偱侾俉侽亱嬋偘傞帋尡偱嵟傕娙扨偵偱偒傞帋尡偱偡丅摨偠斅岤偺斅傪侾枃嫴傫偱嬋偘偨応崌傪侾t
嬋偘丄俀枃嫴傫偩応崌傪俀倲 嬋偘偲偄偄傑偡丅敾掕偼嬋偘偨晹暘偵僋儔僢僋偑擖傞偲晄崌奿偵側傝傑偡丅
俆.儔儞僋僼僅乕僪帋尡 (Lankford Test)
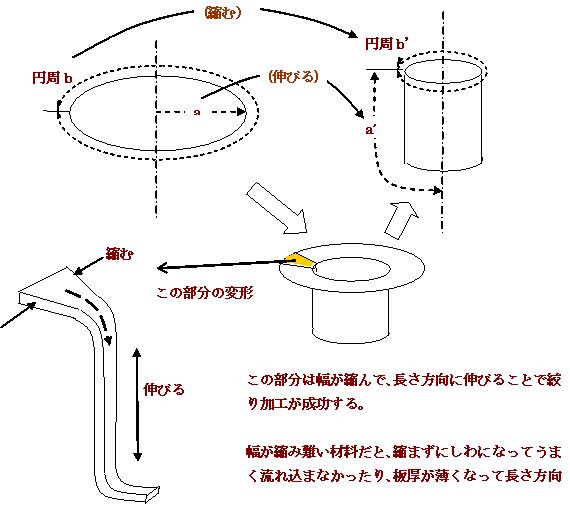
丂敄斅傪僾儗僗壛岺偡傞応崌偺戙昞揑側椺偑怺峣傝壛岺偱偡丅揟宆揑側椺偼壓恾偵帵偡傛偆偵丄墌斅偑暆傪弅傔側偑傜挿偝曽岦偵怢偽偝傟偰備偒丄嵟廔揑偵墌摏宍偵側傞壛岺偱偡丅
丂峾斅偵偼斅暆曽岦偵弅傒傗偡偄惈幙偺傕偺偲弅傒偵偄傕偺偑偁傝丄暆偑弅傒偵偔偄峾斅傪怺峣傝壛岺偡傞偲丄斅偼偟傢偵側偭偰墌摏晹偵棳傟崬傒偵偔偔側傞偲摨帪偵斅岤偑敄偔側偭偰攋抐偟偰偟傑偄傑偡丅
丂偡側傢偪怺峣傝壛岺偵偼丄斅暆偑弅傒傗偡偔斅岤偑敄偔側傝偵偔偄峾斅偑揔偟偰偄傞栿偱偡丅乮乽敄斅偺怺峣傝惈乿嶲徠乯
丂丂丂
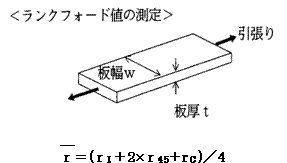 丂斅暆偺弅傒傗偡偝偲斅岤偺尭傝偵偔偝傪應掕偟偰悢抣壔偟偨傕偺偑乽儔儞僋僼僅乕僪抣 (Lankford Value)乿偱偡丅捠忢偺堷挘帋尡偱10%掱搙偺堷挘曄宍傪峴偭偨帪揰偱丄斅岤偺曄壔戙偲斅暆偺曄壔戙傪應掕偟丄偦偺斾棪傪壓婰偺幃偱昞偟偨傕偺偱偡丅乮暘曣暘巕偼奺乆帺慠懳悢乯
丂斅暆偺弅傒傗偡偝偲斅岤偺尭傝偵偔偝傪應掕偟偰悢抣壔偟偨傕偺偑乽儔儞僋僼僅乕僪抣 (Lankford Value)乿偱偡丅捠忢偺堷挘帋尡偱10%掱搙偺堷挘曄宍傪峴偭偨帪揰偱丄斅岤偺曄壔戙偲斅暆偺曄壔戙傪應掕偟丄偦偺斾棪傪壓婰偺幃偱昞偟偨傕偺偱偡丅乮暘曣暘巕偼奺乆帺慠懳悢乯丂儔儞僋僼僅乕僪抣亖斅暆偺曄壔戙乛斅岤偺曄壔戙
丂偙偺抣偼峾斅撪偺應掕曽岦偵傛傝丄埑墑曽岦偲斅暆曽岦偲45亱曽岦偱偐側傝嵎偑偁傞偙偲偐傜丄奺曽岦偱應掕偟偨抣傪壓婰偺幃偱暯嬒壔偟偨傕偺傪 r 偺忋偵墶慄傪擖傟偰傾乕儖僶乕偲尵偄丄晛捠偵儔儞僋僼僅乕僪抣偲偄偭偨傜偙傟傪巜偟傑偡丅
丂偙偺抣偑戝偒偄傎偳斅岤偑尭傜偢偵斅暆偑弅傒傗偡偄惈幙傪昞偟丄怺峣傝壛岺偵揔偟偰偄傑偡丅
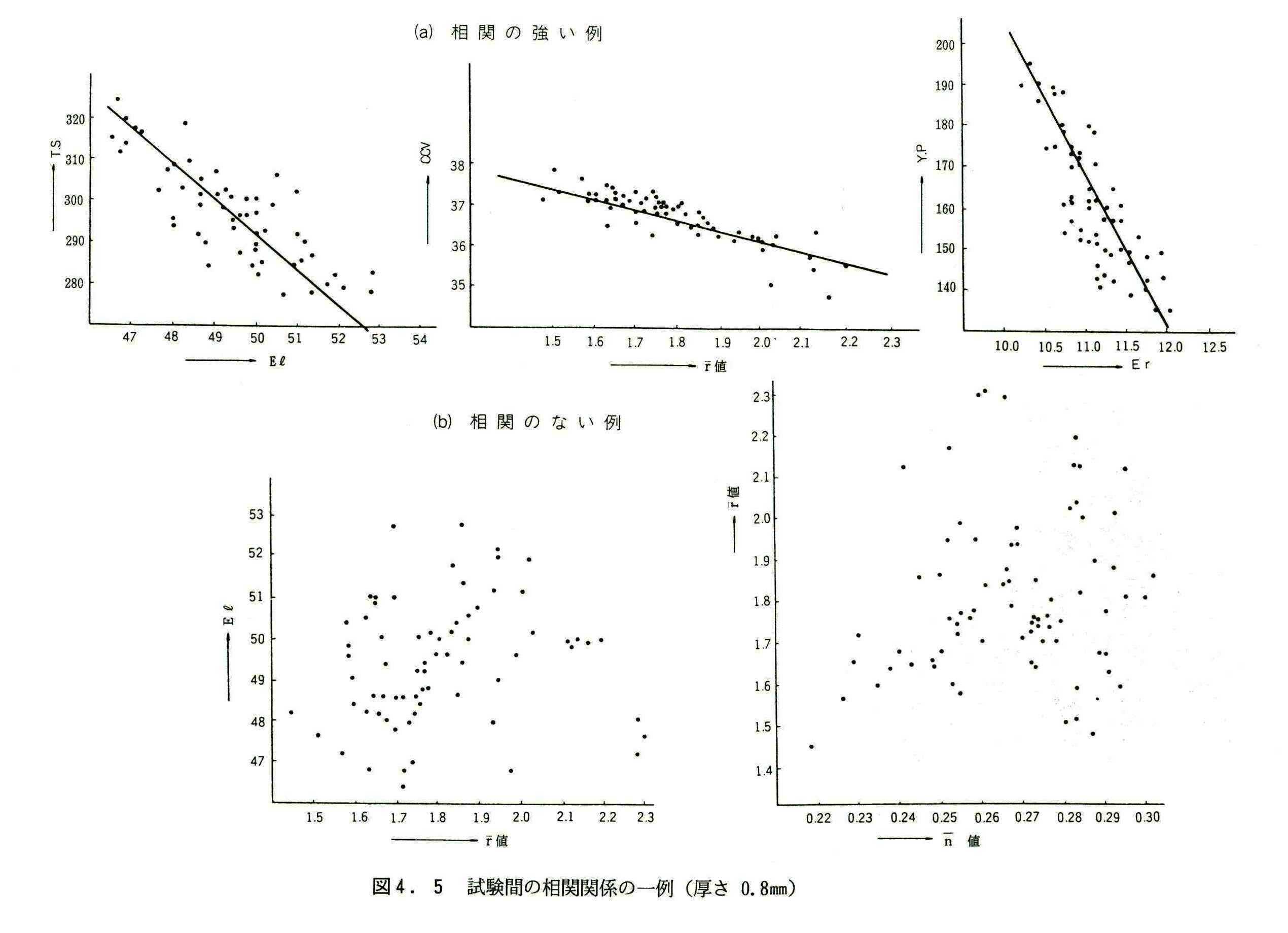
俇.奺帋尡抣娫偺憡娭娭學
 亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖
亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖亖HOME丂媄弍帒椏幒丂媄弍梡岅丂敄斅偺怺峣傝惈