|
ブランキングラインの概要 (Blanking Line) HOME 技術資料室 技術用語
==========================================
1.ブランキングラインとは
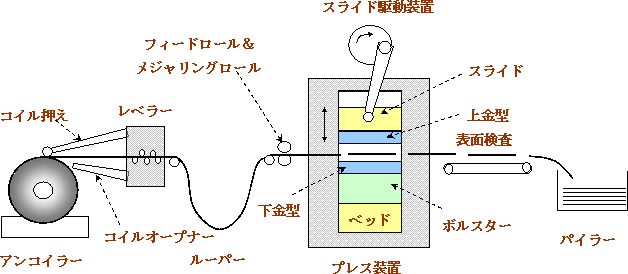
ブランキングラインはプレス加工の前工程で、プレス加工に適したブランク形状に打ち抜くためのラインです。ブランク形状は多角形や曲線からできており、この形状の上下1対の金型が必要です。
2.ライン構成 |
|
|
1) |
ブランキングラインは、剪断ラインのシャーの部分がプレスブランク装置に置き換わったものです。 |
|
|
2) |
レベラーは自動車のテーラードブランク用亜鉛めっき鋼板をブランクする場合、平坦度がある程度必要になる上に、亜鉛粉がロールにビルドアップしてタイガーマークが発生しやすいので 6 High レベラーが望まれます。 |
|
|
3) |
ブランク部はブランキングの度に停止するストップカットのため、レベラーとの間にルーピングピットを設けてアンコイラーとレベラーが一定速度で運転できるようになっています。アンコイラーとレベラー部は一定速度で動かさないと、コイルの巻きゆるみやレベラーの停止マークが入る危険があります。 |
|
|
4) |
製品の形状は多角形や曲線からなる形状のものが多いので、パイラーのガイドやコンベヤーにはマグネットパイラーのような特殊な装置が必要です。「パイラー」参照 |
|
|
5) |
自動車外板のような表面疵の厳格な製品には、レベラーでの停止マーク対策やタイガーマーク対策、さらにはパイラーでの無傷対策等が必要になります。 |
|
 |
|
3.プレス装置の構造 |
|
|
1) |
上下2組の金型をそれぞれ上部のスライドと下部のボルスターに固定し、スライドを上下させることにより鋼板を打ち抜く機構になっています。 |
|
|
2) |
スライドを上下させる機構は、モーターでクランクシャフトを回転させて上下運動に変えていますが、同時にフライホイールも回して負荷を平均化しています。 |
|
|
3) |
常時回転しているモーター及びフライホイールをプレス動作時のみスライドの圧下力に伝達させる装置として、機械式又は摩擦式のクラッチが付いています。 |
|
|
4) |
ムービングボルスターといって、ボルスターがプレス機の外まで移動できるようにすると金型交換の迅速化が図れます。さらに2基のボルスターを交互に使うと一層の短縮ができます。 |
|
|
5) |
ブランクの地響きの公害を防止するため、プレス装置の基礎に防振装置として、空気バネやゴムバネ、金属バネなどを挿入するのが通例です。 |
|
|
6) |
ブランク形状によっては1度のストロークで複数枚のブランクを抜くことがあり、後方のパイラーのほかに金型から直角に横に出す場合もあります。この場合はサイドパイラーが必要になります。 |
|
|
7) |
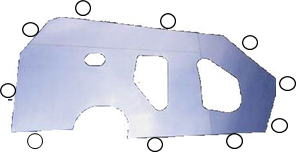 ブランク形状は通常異形をしているため、パイラーは特殊なサイドガイドが必要になります。 ブランク形状は通常異形をしているため、パイラーは特殊なサイドガイドが必要になります。
最近は電磁パイラーとコンピュターで制御するガイドピンを組み合わせたパイラーが使われています。
多数のピンで構成されるガイドピンは初回加工時にマニュアルで適正な位置にセットし、製品番号と共にコンピューターに記憶させると、次回からは製品番号の指示のみで自動的にセットされます。
尚、この方式では電磁パイラーによってシートをガイドピンの中に垂直に落下させる必要があります。パイラー参照 |
|
(参考文献)佐藤鉄鋼技報

|
|
==========================================
HOME 技術資料室 技術用語 |