������������������������������������������������������������������������������������
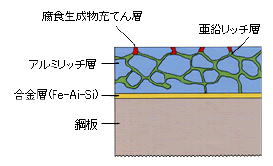
 �@�K���o���E���|�͕č��x�X���w���X�`�[���ЂŊJ�����ꂽ���i�ŁA�A���~�j�E��(Al)55%�A����(Zn)43.4%�A�]�f(Si)1.6%�̍�����n�Z���b�L�������̂ł��B�������b�L�|�ɔ�ׂ�3�`6�{�̑ϋv��������D�ꂽ�|�ŁA�S���E�Ő��Y�̔�����Ă��܂��B
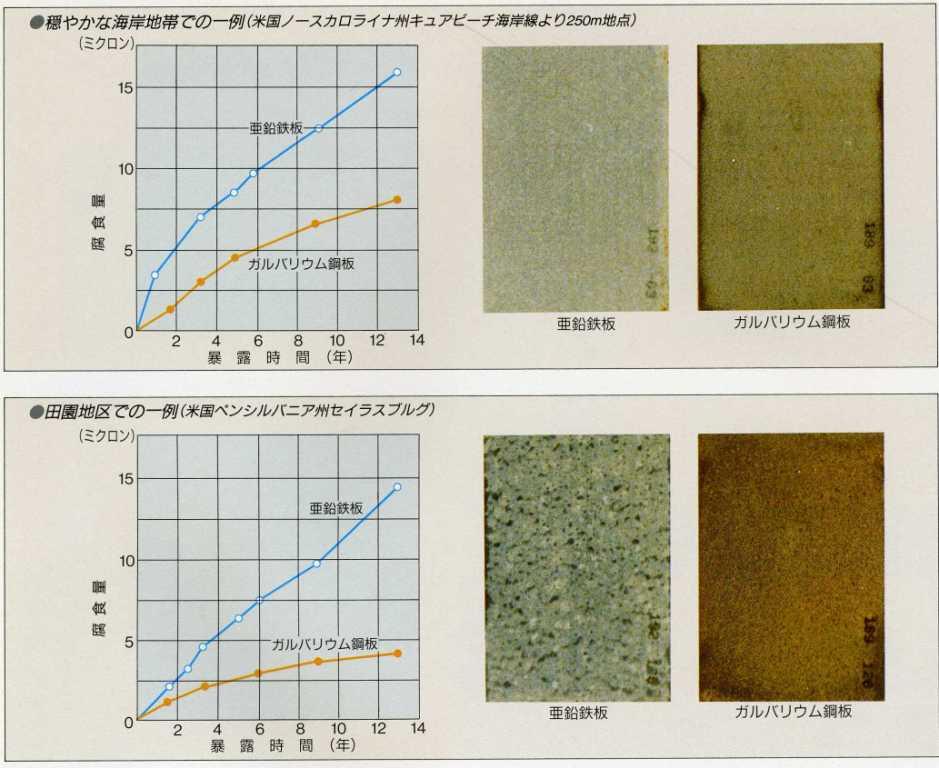
�@�K���o���E���|�͕č��x�X���w���X�`�[���ЂŊJ�����ꂽ���i�ŁA�A���~�j�E��(Al)55%�A����(Zn)43.4%�A�]�f(Si)1.6%�̍�����n�Z���b�L�������̂ł��B�������b�L�|�ɔ�ׂ�3�`6�{�̑ϋv��������D�ꂽ�|�ŁA�S���E�Ő��Y�̔�����Ă��܂��B�@Al �͂߂����w�\�ʂɋ��łȕs���Ԕ疌���`�����āA�߂����w��ی삵�܂��BZn �̊ܗL�ʂ��ቺ���邱�Ƃŋ]���h�H���\�͗�����̂́AAl �̕s���Ԕ疌��Zn ���H���̕��H���������߂����w�̕��H�i�s��}�����邽�߁A�S�̂Ƃ��č����h�H�������܂��B�����䗦�́AZn �̋]���h�H���\�� Al �̕s���ԕی쐫�\�̃o�����X�Ō��߂��Ă��܂��B�J�����[�J�[�ł���x�X���w���X�`�[���Ђ̎����ɂ��ƁA�߂����疌�����́A���Q�n��Ŗ� 15 �N�A�H�Ɠs�s��c���n�тŖ� 25 �N�ȏ�Ƃ̌��ʂ��o�Ă��܂����A�e�������[�J�[�ɂ���ĐF�X�قȂ�ۏ����Ă��܂��B
 �@�\�ʂ͉E�ʐ^�Ɍ�����悤�ɁA�߂��������̌������ɂ��͗l�i�X�p���O���j�����F�ł���傫���ɔ��B���Ă���A�Ɠ��̌����L���Ă��܂��B�����������ʂŁA�K���o���E���|�͔M���ː��\�������Ȃ��Ă��܂��i�M���˗� 70-75%�A�ʏ�̈����߂����|�ł� 30-40%���x�j�B�܂��A�A���~�j�E����̂̍����Ȃ̂ŁA�����̗Z�_���� 570���ƁA�����̗Z�_���� 420���̈����߂����|���������Ȃ�܂��B�Ȃ��A��ނ������̗n�Z�߂������ɐZ�����߁A��ނ̋@�B�I�����͂߂����O�̕�ނƂ͈قȂ�B���H���͂��ቺ���܂��B
�@�\�ʂ͉E�ʐ^�Ɍ�����悤�ɁA�߂��������̌������ɂ��͗l�i�X�p���O���j�����F�ł���傫���ɔ��B���Ă���A�Ɠ��̌����L���Ă��܂��B�����������ʂŁA�K���o���E���|�͔M���ː��\�������Ȃ��Ă��܂��i�M���˗� 70-75%�A�ʏ�̈����߂����|�ł� 30-40%���x�j�B�܂��A�A���~�j�E����̂̍����Ȃ̂ŁA�����̗Z�_���� 570���ƁA�����̗Z�_���� 420���̈����߂����|���������Ȃ�܂��B�Ȃ��A��ނ������̗n�Z�߂������ɐZ�����߁A��ނ̋@�B�I�����͂߂����O�̕�ނƂ͈قȂ�B���H���͂��ቺ���܂��B
�P�D��ȗp�r�Ǝg�p��̒��ӎ���
�@�K���o���E���|�͍����h�H�������āA�����̊O�ǂ≮���̍ޗ��A���邢�͊e�팚�z�ޗ��i�J��E�x�����_�܂��Ȃǁj�Ƃ��čL���g���Ă��܂��B�����ϐH�|�ނƂ��Ďg�p�����X�e�����X�|�ɔ�ׂčw���P�����啝�Ɉ������Ƃ���A�K���o�����[�����I�������ꍇ������܂����A�h�H���\���̂͂�͂�X�e�����X�ɂ͗��܂��B
�@�ϐH���̂ق��ɔM���ː��Ȃǂ������Y�Ƌ@�B��d�C���Ȃǂւ̎g�p�����Ȃ�����܂���i 350�����x�܂łł���Ύg�p�\�j�B
�@�܂��A���O�g�p�����h���|�̕�ނƂ��Ă��A���L���p�����Ă��܂��B�߂����\�ʂɂ���ɓh�����s�����ƂŁA��荂�x�Ȗh�H��+�lj��@�\�������炵�܂��B
�i�p�r��j
| ���z�E�y�� | �����A�ǁA�Ԏd��A�_�N�g�A�T�b�V�A�h�A�A�K�[�h���[���A�R�����Q�[�g�p�C�v |
| �d�C�@�� | �①�ɁA����@�A�G�A�R���A�����̔��@�A�V���[�P�[�X�A�����W�A�X�g�[�u�A�I�[�u���A������ |
| �Y�Ƌ@�� | �R���e�i�[�A���ˁA�M������A��ԋ@�A�e��J�o�[ |
�@�g�p�ɓ������Ă̒��ӎ����͈ȉ��̒ʂ�ł��B
| (1) | �ʏ�̈����߂����|�ɔ�ׂĎ���H������邽�߁A���[���E�v���X���H���ɂ͏����ݒ���V�r�A�ɐݒ肷��K�v������܂�(�R�t�_��ł���A�������ɓ��ʂȎd�l��t�����邱�ƂŁA���H�������P�������i��p�ӂ��邱�Ƃ��\) |
| (2) | �n�ڂ��\�ł����A�����ݒ�ɍH�v���K�v�ł� |
| (3) | �����̍��������ł��g�p���\�ł� |
| (4) | �{�H���Ƀ����^���E�R���N���[�g���̃A���J�����̑f�ނƂ͐ڐG�������K�v������܂��i�߂����ʂ��ϐF�E�ώ����邽�߁j |
| (5) | �펞�Z�������茋�I���p������悤�ȏꏊ�ł́A�K���o���E���|�ł��}���ɎK���i�s����̂ŁA���ӂ��K�v�ł��i���[�J�[�ۏ؊O�j |
| (6) | �h���͎��O�Ƀe�X�g���s���Ă�����{����K�v������܂��i�\�ł�����[�J�[�����̃J���[�h���|��p����̂����S�j |
�Q�D�i��
1) �ϐH��
�@�@�@
 2) �ϔM���E�ώ_����
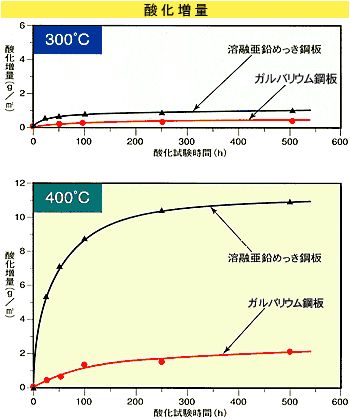
2) �ϔM���E�ώ_�����@�K���o���E���|�́A�A���~�j�E���|���������߂����w�̃A���~�j�E���ܗL�������ʔ�� 55���A�e�ϔ�� 80���ƍ������߁A�A���~�߂����|�ɋ߂��ϔM���\�������܂��B �@300�`350���̍�����ԂŒ����Ԏg�p���Ă��A�����������i�s�ɂ��߂����\�ʂ̕ϐF���C���_���ɂ�鎿�ʑ��������Ȃ��A�����߂����|�����D�ꂽ�ϔM���\������܂��B
(�Q�l�j�H�ꉮ���ނɎg�p�����ꍇ�̉��x����
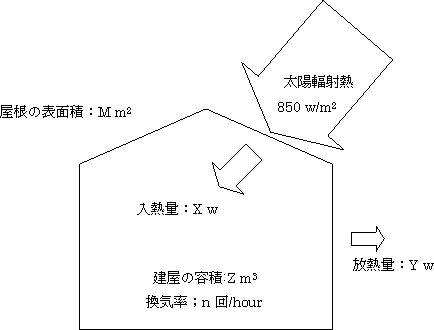
�@�K���o���E���͔M���˗�����r�I�������߁A�����ނɎg�p�����ꍇ�Ɏ������x��������x�}������ʂ����҂ł��܂��B�����̉��x�����x�ɂȂ邩�́A���C�̎d���⌚���̒f�M�ނ̎g�p���x�ɂ���Ĕ��ɉe�������̂ŁA��T�ɂ͌����܂��A��ʓI�ɉ��L�̂悤�Ȍv�Z�����藧�̂ŁA���ۂ̌���̏��������Ĕ�r���Z���Ă݂邱�Ƃ͂ł��܂��B
�@�����̎�M�ʐς� M m2 �Ƃ���ƁA�H����ւ̓��M�ʂ́A�K���o�����[���ʼn��������ꍇ�� X��65 w/m2�~M�A���ʈ����S�̏ꍇ�� X��110 w/m2�~M
�A�H����ɒ~�ς���M��(kcal/hour)��(���M�� Xw�|���M�� Yw)�~0.86 kcal/hour
�B�������̋�C�d��(kg)��Z m3�~��d 1.057 kg/m3
�C��������C�̊��C����n��/hour
�D��C�̔�M��0.24 kcal/kg��
�Ƃ���Ɖ��L�̓��������藧���܂��B
�@�@�@Z�~1.057�~n�~t���~0.24��(X�|Y)�~0.86
���ꂩ��H����̐��艷�x�㏸��t���́A�O�C���ɑ��āA
�@�@�@t����(X�|Y)�~0.86�^( Z�~1.057�~n�~0.24)
X �ɃK���o�����[���� 65 ����ꂽ�ꍇ�ƈ����S�� 110 �̂���ꂽ�ꍇ�Ŕ�r����ƁA�T���̉��x�̍�������ł��܂��B���M�� Y �͉��O�̕����C������������A�W�A�ł͖������ėǂ��Ǝv���܂��B
�@�@�@�@�@�@�@�@�@�@�@
3�DJIS G3321�i�Ԏ���2005�N�ɂ������v����_ )
1)��ނƋL���y�ы@�B�I����
| �f �� |
�L�� | �p�r | YP kg/mm2 |
TS kg/mm2 |
El(%) | �Ȃ� | ||||||
| t<0.4 | t<0.6 | t<1.0 | t<1.6 | t<2.3 | AZ90 | AZ120 | AZ150 | |||||
| �M �� �� �� |
SGLHC | ��ʗp | ��(205) | ��(270) | �| | �| | �| | �| | �| | 1t | 2t | 2t |
| SGLH400 | �\���p | ��295 | ��400 | �| | �| | �| | �| | ��18 | 2t | 3t | 3t | |
| SGLH440 | (����j | ��440 | �| | �| | �| | �| | (����j | �| | �| | �| | ||
| SGLH490 | ��365 | ��490 | �| | �| | �| | �| | ��16 | 3t | 4t | 4t | ||
| SGLH540 | (����j | ��540 | �| | �| | �| | �| | (����j | �| | �| | �| | ||
| �� �� �� �� |
SGLCC | ��ʗp | ��(205) | ��(270) | ��(20) | ��(21) | ��(24) | ��(24) | ��(25) | 1t | 2t | 2t |
| SGLCD | �i��p | �| | ��270 | �| | ��27 | ��31 | ��32 | ��33 | 0t | 1t | 1t | |
| SGLCDD | �[�i��p | �| | ��270 | �| | ��29 | ��32 | ��34 | ��35 | 0t | 1t | 1t | |
| SGLC400 | �\���p | ��295 | ��400 | ��16 | ��17 | ��18 | ��18 | ��18 | 2t | 3t | 3t | |
| SGLC440 | ��335 | ��440 | ��14 | ��15 | ��16 | ��18 | ��18 | 3t | 4t | 4t | ||
| SGLC490 | ��365 | ��490 | ��12 | ��13 | ��14 | ��16 | ��16 | 3t | 4t | 4t | ||
| SGLC570 | ��560 | ��570 | �| | �| | �| | �| | �| | �| | �| | �| | ||
2)�ŏ��߂����t���ʂƑ����߂�������
| �L�� | �߂����t����(���ʍ��vg/m2�j | �����߂������� (mm) |
|
| 3�_���� | 1�_�ŏ� | ||
| (AZ70) | ��70 | ��60 | 0.026 |
| AZ90 | ��90 | ��76 | 0.033 |
| AZ120 | ��120 | ��102 | 0.043 |
| AZ150 | ��150 | ��130 | 0.054 |
| AZ170 | ��170 | ��145 | 0.062 |
| (AZ185) | ��185 | ��160 | 0.067 |
| (AZ200) | ��200 | ��170 | 0.072 |
3)��������
| �L�� | ��� |
| C | ��ю_ |
| M | ������ |
| �L�� | ���e |
| O | �h�� |
| X | ���h�� |
5)�W����(mm)
| 0.27�@0.30�@0.35�@0.40�@0.50�@0.60�@0.70�@0.80�@0.90�@1.0�@1.2�@1.4�@1.6�@1.8�@2.0�@2.3 |
�@(1)�\�������ɏ�L���ڂQ�̑����߂������������������l�ɓK�p����
�@(2)�����̑���ӏ��͑�������25mm�ȏ�����̔C�ӂ̓_�Ƃ���
| �f�� | �≄���� | �M������ | ||||
| ��ʗp | �\���p | |||||
| t�F�\������ | w<630 | w<1,000 | w��1,250 | w<1,000 | w��1,250 | w��1,250 |
| 0.25��t<0.40 | �}0.05 | �| | ||||
| t<0.60 | �}0.06 | |||||
| t<0.80 | �}0.07 | |||||
| t<1.0 | �}0.07 | �}0.08 | ||||
| t<1.25 | �}0.08 | �}0.09 | ||||
| t<1.60 | �}0.09 | �}0.10 | �}0.11 | |||
| t<2.00 | �}0.11 | �}0.12 | �}0.13 | �}0.17 | �}0.18 | �}0.20 |
| t<2.30 | �}0.13 | �}0.14 | �}0.15 | �}0.18 | �}0.20 | �}0.21 |
| t<2.50 | �| | |||||
| t��2.50 | (�}0.15) | (�}0.16) | (�}0.17) | |||
| �敪 | �≄���� | �M������ | |
| �ٴ��� | ��Ĵ��� | ||
| �� | -0�`+7 | -0�`+25 | -0�`+10 |
| ���� | -0�`+15 | -0�`+15 | |
| �敪 | �≄���� | �M������ | |||||
| �ؔ� | �R�C�� | �ؔ� | �R�C�� | ||||
| L<2,000 | L��2,000 | L<2,500 | L<4,000 | L��4,000 | |||
| w<630 | ��4 | ��4/ 2,000mmL | ��5 | ��8 | ��12 | ��5/ 2,000mmL | |
| w<1,000 | ��2 | ��2/ 2,000mmL | ��4 | ��6 | ��10 | ||
| w��1,000 | ��3 | ��5 | ��8 | ||||
| �敪 | �≄���� | �M������ | ||
| ���� | ���g | ���L�� | ||
| w<1,000 | ��12 | ��>8 | ��6 | ��16 |
| w<1,250 | ��15 | ��9 | ��8 | |
HOME�@�Z�p�������@�Z�p�p���@JIS�K�i�@�\�ʏ����̎��