======================================
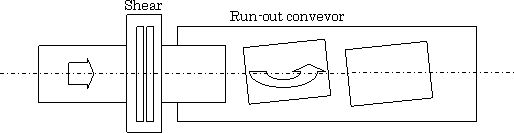
剪断ラインにおいて、切断後のランアウトコンベヤー上でシートがコンベヤーに平行に乗らずに、やや回転(蛇行)するために、パイラーにスムーズに積載されないトラブルがあります。その原因について以下のような要因が考えられます。
ストリップは切断されるまではラインに平行に進んでいるので、シートには切断された以降に回転力が加わっていることになります。この回転力は切断瞬間に平刃から受ける力と、その後コンベヤーから受ける力が考えられます。
シートが常に同一方向に回転するのであれば、まずは基本的な確認として
①ラインセンターが正しく出ているか
②ラインセンターに対して平刃の直角度が出ているか
③シャー本体およびコンベヤーの水平度がでているか
などの調査が必要です。
これらが正常であれば、回転の原因はシートが切断後〜コンベヤー上に着地する間に、左右で異なる力がシートに与えられているか、或いはシートの左右が同時にコンベヤーに着地していないか、が原因と考えられます。
まずは、下記の実態調査が必要です。
1)平刃のレーキがシングルかダブルか、シングルの場合、レーキは上刃のみか。
平刃が片レーキで角度が大きい場合、板は極端に書くと下図のように先行するシートの尾端と後続するシートの先端は逆方向にねじれる様に切断され、板厚によっては多少塑性変形が残る可能性があり、シートの先端は片方から先にコンベヤーに着地することになり回転力が生じる可能性があります。
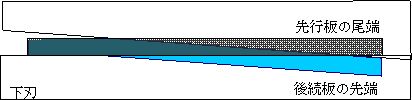
左右でクリアランスや刃の磨耗の程度に差がある場合は、カエリの出方が左右で変わるために、一層大きな回転力になります。ダブルレーキの場合は、この現象は少ないと思われます。
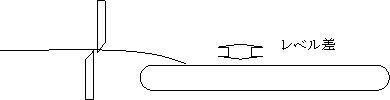
2)平刃とコンベヤーのレベル差
このレベル差が大きすぎると、切断された瞬間にシートがジャンプすることになり、着地が不安定になる危険があります。
3)剪断速度とコンベヤー速度との差
切断後のシート間の間隔を空けるために、コンベヤー速度は切断速度に比べて通常10%程度増速しますが、速度差が大きすぎるとシートの着地は不安定になる危険が出てきます。
特に前項の1)や2)項との重複があると、この傾向は一層拡大されると思われます。
4)コンベヤーベルトの偏磨耗、或いは変質
=======================================
HOME 技術資料室 剪断ライン