==============================================
コイルセンターでは経費の大部分が人件費と設備(償却)費のような固定費で占められており、コストの大部分は暦時間当たりで掛っています。したがって歴時間当たりの生産量「生産量/暦時間」はコイルセンターの原価・収益を決める非常に重要な指標です。この指標を実際の現場で管理できるよう分解して作業性の改善のために原因解析ができるよう色々な指標があります。
1)トンパーアワー
生産量(トン)を、その生産に要した作業時間で割ったものが T/H (トンパーアワー) であり、加工設備の生産性を表す指標として最も一般的に使われています。
| T/H=生産量(トン)/作業時間 |
Ton/Hour=生産トン数/作業時間
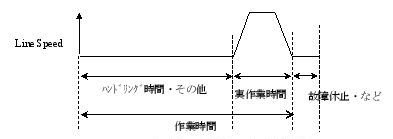
例えば、コイル入れ替えや通板などのハンドリング時間が20分、実際に加工した時間(実作業時間)が10分、この間処理した重量が 5 tonだとすると、この場合のT/Hは
5 ton/(20分+10分)×60=10 T/H
となります。これを分母分子それぞれ一定期間積算することで1日なり1ヶ月の平均T/Hが算出されることになります。
T/Hの分子のトン数は処理した重量或いは出来上がった重量さえ決めれば明確ですが、分母の作業時間は作業するために必然的に発生するハンドリング時間と計画的にとる休止時間との区別を明確に決めておかないと実態が把握できず、的確な対策が出来ません。
更にハンドリング時間の内訳にも色々あり、個々の内容を把握しないと対策に結びつかないと同時に、把握の仕方や定義も各社で独自に決めている場合が一般的な為、単純な会社間の比較はできません。
2)作業率
作業時間には色々な考え方があり、下図に示すように、設備の故障時間や材料待ち時間などによる予定していなかった休止時間を作業時間にカウントせず、別に
| 作業率=作業時間/(作業時間+予定外休止時間) |
という指標で管理するのが一般的です。
3)稼働率
更に暦時間に対して
| 稼働率=(作業時間+予定外休止時間)/暦時間 |
として管理する場合もあります。この場合も分子に修繕の一部や生産調整のための休止時間等を含める場合と含めない場合など、会社の管理思想によって様々です。自分の会社で何を管理すべきかを決めて、分母分子の定義を明確にする必要があります。
但し、それぞれの指標の分母と分子の間には下式のような整合性が必要で、全ての指標を掛け合わせると「生産量/暦時間」となる必要があります。
| (生産量/作業時間)×{作業時間/(作業時間+予定外休止時間)}×(作業時間+予定外休止時間)/暦時間} (T/H) (作業率) (稼働率) =生産量/暦時間 |
4)実作業時間
上図の中の「実作業時間」はラインスタート~ラインストップ迄を自動的に積算する計器を取り付けることで正確に把握できます。これは実際に設備が作業した時間で、いわば真に働いて稼いだ時間です。この時間を正確に把握することで、仕事をしていない非作業時間(アイドルタイム)を正確に把握でき、改善の指標とすることができます。
5)アイドルタイム
この非作業時間(アイドルタイム)はいわば稼いでいない時間で、いかにこれを短縮するかが課題です。下記のような色々な休止要因があり、この中から対策が取れる要因の内、大きそうなものから定量的に測定して対策を進める必要があります。
非作業時間(アイドルタイム)には下記の2種類があります。
1)作業率で管理するのが一般的なアイドルタイム
① 休憩時間(昼食、一時休憩)
② 計画休止時間(休日、休止シフト、材欠等)
③ 設備の定期修繕
④ 事故(故障)休止時間
2)T/Hの分母として管理するのが一般的なアイドルタイム
① 通板時間(スレッディング)
② 設備の切替時間(セパレーター、カッタースタンドのセット替え時間)
③ コイルの切替時間(入側コイルの準備、出側コイルの払出)
④ 検査待ち
これらのアイドルタイムを短縮するためには、実態の時間分析をして、ネック要因ごとの時間の実態を把握した上で対策を立てる必要があります。パート法などの手法を使って作業者相互の連携による作業改善とあわせ、ネック作業の自動化など設備改善も効果的な場合があります。
=============================================
HOME 技術資料室 技術用語