===================================
スリッターラインでの巻きずれはカッタースタンドの丸刃から No.1 スペーサー及び No.2 スペーサーのディスクのセットが正確でない場合に発生する場合が考えられます。これらはラインセンターを基準として割り振る場合(センター基準)と、ドライブサイドを基準として位置決めを行う場合(ドライブ基準)等があり、いずれかに決めておく必要があります。
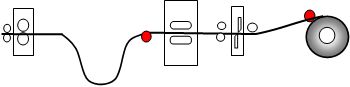
1)No.1& No.2 セパレーターのディスクを丸刃と同じ位置にセットする。下図のようにカッタースタンドの丸刃とセパレーターディスクは一直線上になるようにセットする必要があります。

3)正常に巻き付け後、ライン運転が始まったら セパレーターは使わなくても均一に巻き取られる場合が多いですが、少しでもフープの蛇行があると隣接するフープと重なってしまい後の分離作業が大変なので、1.6mm 以上の厚材の場合にはセパレーターは使い続けた方が良いと思われます。
4)巻き取り張力は通常、単位面積あたり 2~3kg/mm2 が適正と言われています。

5)右写真に見られるように母材に内巻きのズレが見られる場合には下記の調査をしておいた方が良いと思われます。
5-1)板幅方向の板厚分布(鉄鋼メーカーで幅広材を2条取りしている可能性が高いため)
5-2)フープトップ部のキャンバー(横曲がり)
6)その他
6-1) 張力装置の圧下力は幅方向に均一になっているか
6-2) リコイラーの水平度及びラインセンターに対する直角度がでているか
HOME 技術資料室 技術用語