=============================================
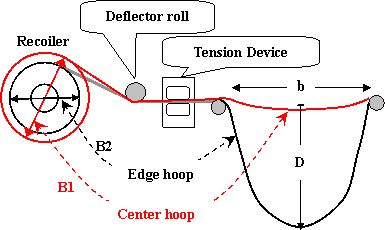 多条切りしたスリットコイルを1本の巻取リールで巻き取ると、母材に幅方向の板厚差(クラウン)があるために中央部が端部に比べて巻取り径が大きくなります。ところが、どのスリットコイルも同じ回転数で巻き取られるため、巻取り速度に差が生じるので、この差を吸収するためにルーピングピットが必要です。
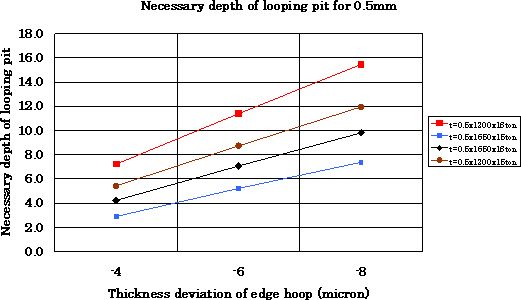
多条切りしたスリットコイルを1本の巻取リールで巻き取ると、母材に幅方向の板厚差(クラウン)があるために中央部が端部に比べて巻取り径が大きくなります。ところが、どのスリットコイルも同じ回転数で巻き取られるため、巻取り速度に差が生じるので、この差を吸収するためにルーピングピットが必要です。このルーピングピットの深さがどの程度必要かの計算は以下のようになります。なお、この深さはパスラインからの深さになります。
| Case-1 | Case-2 | Case-3 | Case-4 | Case-5 | Case-6 | ||
| 母材コイル重量 | W ton | 18 | 18 | 18 | 18 | 18 | 18 |
| 公称板厚 | tc mm | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| 母材板幅 | A mm | 1,650 | 1,650 | 1,650 | 1,200 | 1,200 | 1,200 |
| コイル全長 | L1 m | 2,779 | 2,779 | 2,779 | 3,822 | 3,822 | 3,822 |
| 中央部と端部の板厚差(クラウン) | −μ | −4 | −6 | −8 | −4 | −6 | −8 |
| 中央部コイルの巻取り外径 | B1 mm | 1,424 | 1,424 | 1,424 | 1,641 | 1,641 | 1,641 |
| 巻き数 | T | 916 | 916 | 916 | 1,133 | 1,133 | 1,133 |
| 端部コイルの巻取り径 | B2 mm | 1,417 | 1,413 | 1,410 | 1,632 | 1,627 | 1,623 |
| 端部コイルの巻取り長さ | L2 m | 2,769 | 2,764 | 2,758 | 3,806 | 3,797 | 3,789 |
| 巻取り長さの差 | L1-L2 m | 10.5 | 15.8 | 21.1 | 16.1 | 24.2 | 32.2 |
巻取り長さの差を吸収するに必要なピット深さの計算 D=y(b/2)-y(0)=a cosh(b/(2a)) -a
| Case-1 | Case-2 | Case-3 | Case-4 | Case-5 | Case-6 | ||
| ピット(カテナリー)の長さ | b mm | 5,080 | 5,080 | 5,080 | 5,080 | 5,080 | 5,080 |
| カテナリー係数 | a | 1.14 | 0.88 | 0.77 | 0.87 | 0.72 | 0.65 |
| カテナリーの長さ | Lc m | 10.5 | 15.8 | 21.1 | 16.1 | 24.2 | 32.2 |
| カテナリーの深さ(パスラインから) | D m | 4.2 | 7.1 | 9.8 | 7.2 | 11.4 | 15.5 |
 ============================================
============================================HOME 技術資料室 スリッターライン