üüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüü
 éPüDTARGET Oriented Management
éPüDTARGET Oriented Managementü@TARGET or VISION of the factory must be clearly described and understood by all workers as well as office staff through frequent communication and visual information.
ü@All the workers as well as office staff must be united and concentrate their power toward this TARGET.
ü@That is just like soccer game where every player is united and play to make a goal.

ü@Big difference between soccer game and factory management is that factory management requires strong leadership to lead every worker toward the TARGET. And the TRGET must be always revised and updated
ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@Don't lay bricks; build a cathedral A story that well summarizes the power of vision is the story of the bricklayers. Once, bricklayers were laying bricks to make something. When asked, "What are you doing?" The first man answered gruffly, "I'm laying bricks." Another man said enthusiastically and with pride, "I'm building a cathedral." The question is, are you trying to reach your goals in your business with bricklayers or cathedral builders? A vision is really like a magnet. It draws people toward it. The vision takes them from the past and commits them to the future. ü@ |
éQüDStep-up of the TARGET
ü@TARGET must be upgraded step by step starting from easier one.
ü@
ü@ü@
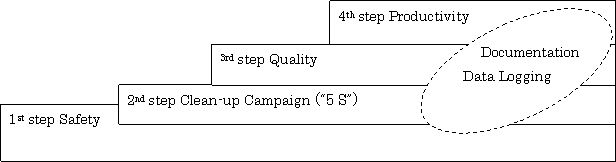
ü@Safety has always the highest priority; however, it is deeply connected with the 2nd step of Clean-up Campaign (5S). So these two steps should be promoted simultaneously.
éRüDSafety
ć@Find out dangerous places and behavior periodically by Safety team.
ćADescribe clearly and show graphically these dangerous parts or places.
ćBSurround dangerous places or devices with fence not to be touched or approached
ćCWork uniform must be standardized and illustrated to be able for workers to check themselves.
ćDHelmet is indispensable to protect the most vital part of the human body against any particles from crane or ceiling, such as bolts or nuts.
ćELeather gloves should be put on to handle the steel sheets.
ćFSafety shoes are indispensable to protect the toes from any falling objects.
ćGIllustrate the process of improvements on safety
ćHStandardize the safety operation for each line and illustrate them to the operators
éSüDClean-up Campaign (ügFive Süh)
ü@Clean-up Campaign (ügFive Süh) aims to change the workplace from disordered state to well-ordered one through simple and visible activities. By promoting this campaign, not only the work area but the mind and behavior of the working people become well-ordered and positive. ü@ü@When the working people take pride in their work and workplace it can lead to greater job satisfaction and higher productivity.
ü@Moreover, clean and tidy factories are generally thought to be able to produce good and reliable products.
ü@It is recommended to start with rather easier TARGET such as 3S out of 5S, to give workers a sense of achievement in a short time by confirming the result visually.
ü@ü@ü@ ü@ü@ü@ü@
ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@Broken Windows Theory ü@The broken windows theory was first introduced by social scientists James Q. Wilson and George L. Kelling, in an article titled "Broken Windows" and which appeared in the March 1982 edition of The Atlantic Monthly. The title comes from the following example: ü@Consider a building with a few broken windows. If the windows are not repaired, the tendency is for vandals to break a few more windows. Eventually, they may even break into the building, and if it's unoccupied, perhaps become squatters or light fires inside. ü@Or consider a sidewalk. Some litter accumulates. Soon, more litter accumulates. Eventually, people even start leaving bags of trash from take-out restaurants there or breaking into cars. ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü@ü¢ü@ü@ü@ü@ü¢ü@ü@ü@ü@ü¢ ü@A successful strategy for preventing vandalism, say the book's authors, is to fix the problems when they are small. Repair the broken windows within a short time, say, a day or a week, and the tendency is that vandals are much less likely to break more windows or do further damage. Clean up the sidewalk every day, and the tendency is for litter not to accumulate (or for the rate of littering to be much less). Problems do not escalate and thus respectable residents do not flee a neighborhood. ü@ |
ć@Sorting
ü@Keep only what is necessary in work area and in order. Eliminate or discard items that are not used frequently, leaving only the tools and materials necessary to perform daily activities. Donüft keep things around just because they might be used, someday.
ü@It makes it easier to find the necessary things for the job done and frees up additional space.
ćASetting in order
ü@Organize, arrange and identify everything in a work area. Each tool, part, supply, piece of equipment, everything should be placed in the decided place which should be close to where it is used.
 ü@Outline areas on the floor to identify work areas, movement lanes, storage
areas, finished product areas, etc.
ü@Outline areas on the floor to identify work areas, movement lanes, storage
areas, finished product areas, etc.ü@Put shadows on tool boards and labels to cabinets or shelves making it easy to quickly see where each tool or thing belongs.
ćBRegular Cleaning
ü@Keep the work area tidy and organized. At the end of each shift or operation, work area shall be cleaned, checking that everything is stored to its place.
ü@A key point that cleaning operation should be part of the daily work, not an occasional activity initiated when work area get messy. Donüft allow litter, scrap, rag, paper etc., to land on the floor in the first place.
éTüDQuality Control
ć@Specifications of each order required by the customers must be strictly observed.
ćAInspection must be carried out by skilled inspector.
ćBStrip thickness must be measured by micrometer and width by calipers or steel tape rule, and off gage must be rejected.
ćCInspection results must be recorded.
ćDLimit sample for each defect must be prepared to keep the accuracy of surface inspection.
ćEThe cause of each defect must be studied and countermeasures must be taken.
ćFClaim from the customers must be studied quickly to find out the cause and the countermeasures to avoid recurrence. These studied results should be explained to the customers.
ćGThese procedures of PDCA concerning defects and claims should be recorded in official documents which must be checked periodically by QC leader if these procedures are surely executed.
ćHQC Check List as below should be documented for each line and explained to the operators.
| What | Check Items | How | Remarks | |||
| Items | By | Who | Instrument | Against | ||
| üERaw Material Coil | üESpecification | üECoil ID Label | A | Visual | Work Order Sheet | ü@ |
| üEWeight | ||||||
| üEThickness | ||||||
| üEWidth | ||||||
| üEThickness | üEActual Coil | A | üEMicrometer | üEWork Order Sheet | ü@ | |
| üEWidth | üESteel Tape Rule | |||||
| üECutter Stand | üECutter Knife Edge | üEAfter Assembled | D | üEVisual | üEWork Order Sheet | ü@ |
| üEWidth | üECaliper | |||||
| üEClearance | üEFeeler Gage | |||||
| üELap | üEIndicator | |||||
| üEOn-line Inspection | üEThickness | üEEach Slit | B C |
üEMicrometer | üEWork Order Sheet | üELimit Sample üERecorded |
| üEWidth | üESteel Tape Rule | |||||
| üEFlatness | üEFlatness Gage | |||||
| üEBurr Height | üEMicrometer | |||||
| üESurface Defects | üEVisual | |||||
| üECamber | üEStraight Gage | |||||
| üEFinal Product | üEWeight of products | C | üEWeighing Machine | üEWork Order Sheet | üERecorded | |
| üEPacking | üEPacking Material | üEProducts | E | üEVisual | üEPacking Standard | |
| üENumber of Banding Hoop | ||||||
| üEKind of Skid | ||||||
| üEID Label | E | üEVisual | üEWork Order Sheet | üESignature | ||
éUüDProductivity and Data Logging
ć@Productivity determines the production cost at the factory. So real time grasp of tons per hour and work ratio is required.
ćAProductivity data
ü@Those figures in the diagram below should be recorded to be able to analyze to improve productivity.
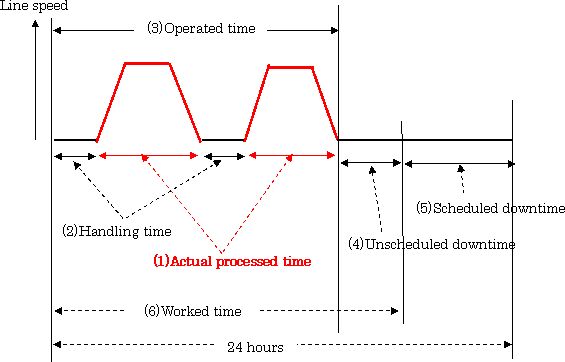
(Definition of the terms above)
| éP | Actual processed time | Actual running time from line start to stop to process coils |
| 2 | Handling time | Idle time for loading and unloading of coils, threading , exchange of cutter stand and inspection, etc. |
| 3 | Operated time | (1)+(2) |
| 4 | Unscheduled downtime | Machine trouble, operation trouble, delay of material or crane, etc. |
| 5 | Scheduled downtime | Lunch time, scheduled maintenance, degreasing of machine for dry products, etc |
| 6 | Worked time | (3)+(4)üüCalendar timeü|(5) |
ü@Work Ratioüü(3)ü^(6)or (1) ü^(6) in case the actual operated time (1) can be recorded automatically
üüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüüü
HOMEü@ŗZÅpÄæŚ┐Ä║ü@ł└æSŖŪŚØü@ŗZÅpŚpīĻ