================================================
 鋼は空気や水分と触れると錆びる性質があるため、その防蝕方法として広く使われているのが亜鉛メッキです。溶けた亜鉛浴に鋼を浸漬して表面を亜鉛で覆う溶融亜鉛めっきと電気的にめっきする電気亜鉛メッキがあり、いずれも亜鉛の犠牲防食機能によって、鋼を赤錆から守ります。
鋼は空気や水分と触れると錆びる性質があるため、その防蝕方法として広く使われているのが亜鉛メッキです。溶けた亜鉛浴に鋼を浸漬して表面を亜鉛で覆う溶融亜鉛めっきと電気的にめっきする電気亜鉛メッキがあり、いずれも亜鉛の犠牲防食機能によって、鋼を赤錆から守ります。1.設備 ( EGL:Electro-Galvanizing Line)
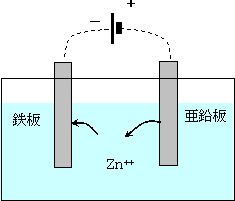
1) 電気メッキの原理
硫酸 (H2SO4) 液などの中に、亜鉛板と鉄板の2枚の金属板を挿入し、亜鉛板にはプラス、鉄板にはマイナスの電圧をかけると、亜鉛板はZn++ という形のイオンになり液中に溶け出します。液中のZn++は鉄板に付着すると同時にイオンを放電して金属亜鉛になって鉄板の上に析出します。これが電気めっきの原理です。
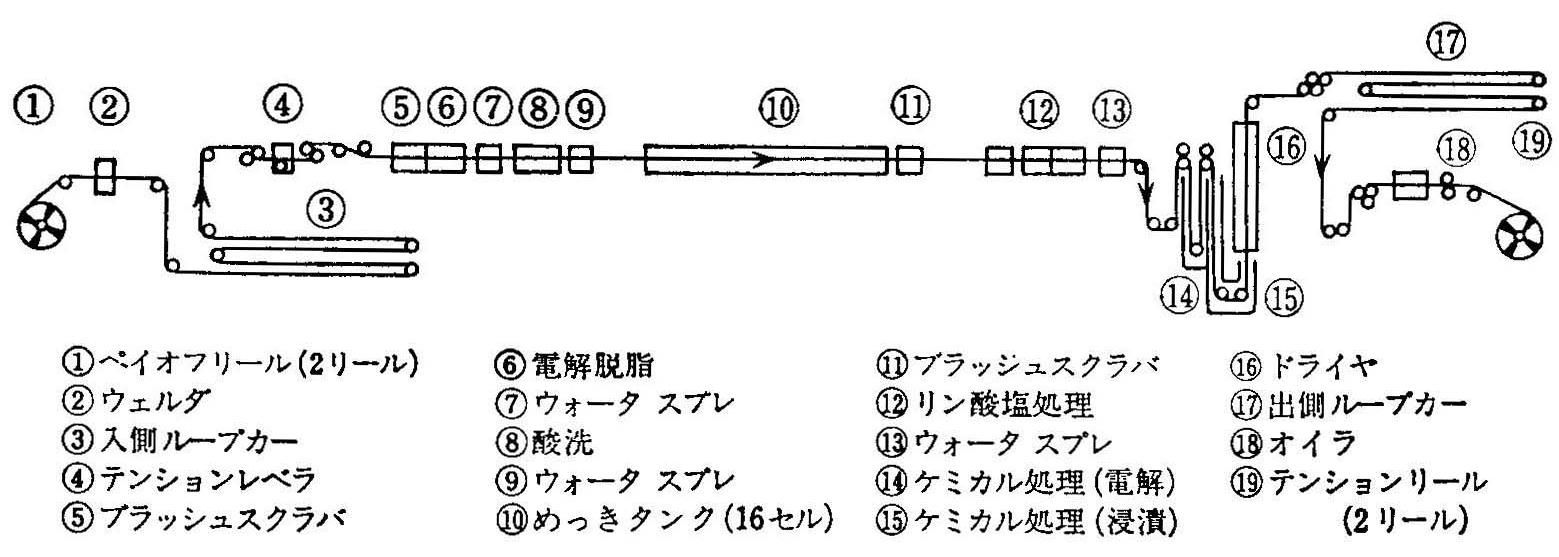
2) EGL設備の概要
この原理を実機化したものが電気亜鉛めっきライン(EGL)です。 EGLのライン構成は下図のようになっていますが、この中のめっきタンクの部分⑩には、めっきセルが数個〜十数個直列に配置されます。
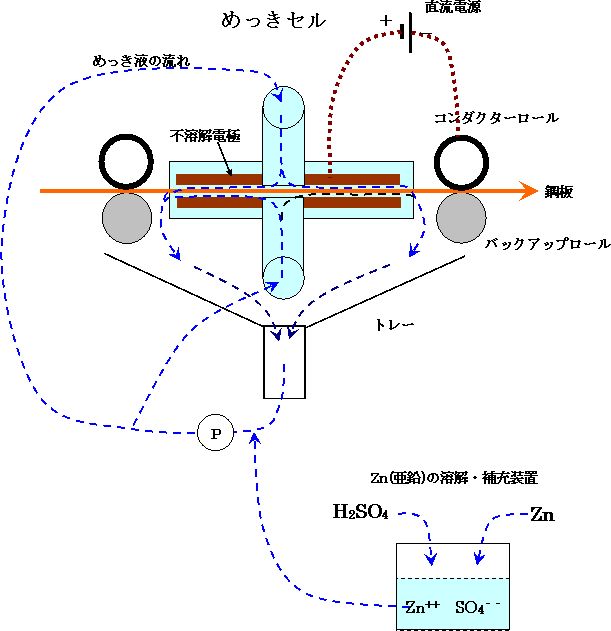
昔は溶解電極方式が一般的で、電極が亜鉛でできており、電極自身がめっき液中に溶け出して亜鉛めっきイオンを作り出していましたが、最近では不溶解電極を使用して、外部の溶解タンクで亜鉛をめっき液に溶解させ、めっきセルに送り込む方式が一般的になっています。
下記のようなめっきセルを数個〜十数個、直列に並べることでめっき速度を上げることができます。
2.品質 (Electro-Galvanized Steel JIS G 3313 (赤字は2005年における主要改定点)
電気亜鉛めっき鋼板は、熱延または冷延鋼板に電気的に亜鉛めっきをしたものです。CGLのように熱処理を受けないため材質はほぼ原板の持っている材質そのままです。但し、プレス加工などの加工を受ける場合、金型と鋼板の間に亜鉛があることで摩擦係数は一般的に増加し滑り難くなるために、加工性はやや劣る傾向にあります。
電気亜鉛めっき鋼板は、電気的に亜鉛めっきをするので、表面が平滑で美しく、家電やOA機器等に幅広く使われています。但し、亜鉛の付着量が多くなると、コスト面で溶融亜鉛めっきに比較して高価になるため、通常は40g/m2以下が多く使われています。これ以上の厚めっきが必要な場合は溶融亜鉛めっき材が使われます。
1) 種類の記号
| 熱延原板の場合 | 冷延原板の場合 | |||||
| 記 号 | 用 途 | 対応する原板 | 記号 | 用 途 | 対応する原板 | 備 考 |
| SEHC | 一般用 | SPHC | SECC | 一般用 | SPCC | 硬質材として1/8、1/4、1/2、硬質がある |
| SEHD | 絞り用 | SPHD | SECD | 絞り用 | SPCD | |
| SEHE | 深絞り用 | SPHE | SECE | 深絞り用 | SPCE | |
| ― | ― | ― | SECF | 非時効深絞り用 | SPCF | |
| ― | ― | ― | SECG | 非時効超深絞り用 | SPCG | 通常IF鋼で製造 |
| SEFH 490 | 加工用 | SPFH 490 | SEFC 340 | 絞り加工用 | SPFC 340 | |
| SEFH 540 | SPFH 540 | SEFC 370 | SPFC 370 | |||
| SEFH 590 | SPFH 590 | SEFC 390 | 加工用 | SPFC 390 | ||
| SEFH 540Y | 高加工用 | SPFH 540Y | SEFC 440 | SPFC 440 | ||
| SEFH 590Y | SPFH 590Y | SEFC 490 | SPFC 490 | |||
| SE 330 | 一般構造用 | SS 330 | SEFC 540 | SPFC 540 | ||
| SE 400 | SS 400 | SEFC 590 | SPFC 590 | |||
| SE 490 | SS 490 | SEFC 490Y | 低降伏比型 | SPFC 490Y | ||
| SE 540 | SS 540 | SEFC 540Y | SPFC 540Y | |||
| SEPH 310 | 構造用 | SAPH 310 | SEFC 590Y | SPFC 590Y | ||
| SEPH 370 | SAPH 370 | SEFC 780Y | SPFC 780Y | |||
| SEPH 400 | SAPH 400 | SEFC 980Y | SPFC 980Y | |||
| SEPH 440 | SAPH 440 | SEFC 340H | 焼付硬化型 | SPFC 340H | ||
| 記号 | 最小付着量(片面g/m2) | (参考) 標準付着量 |
相当めっき厚さ 片面(mm) |
|
| 等厚めっき | 差厚めっき | |||
| ES | − | (≦50) | − | − |
| EB | 2.5 | − | 3 | 0 |
| E8 | 8.5 | 8 | 10 | 0.001 |
| E16 | 17 | 16 | 20 | 0.003 |
| E24 | 25.5 | 24 | 30 | 0.004 |
| E32 | 34 | 32 | 40 | 0.005 |
| E40 | 42.5 | 40 | 50 | 0.006 |
3) 塗油
|
4) 後処理
|
(1)熱延原板を使用した場合
| 試験内容 | 引張試験 | 曲げ性 | |||||||||||
| 種類の記号 | YS N/mm2 |
TS N/mm2 |
El(%) | 試験片 及び方向 |
曲げ角度:180° | 試験片 及び方向 |
|||||||
| t<2.0 | t<2.5 | t<3.15 | t<3.2 | t<4.0 | t<4.5 | t<2.0 | t<3.2 | t≧3.2 | |||||
| SEHC | − | ≧270 | ≧29 | ≧31 | 5号、 圧延方向 |
0t | 0.5t | 3号、 圧延方向 |
|||||
| SEHD | − | ≧270 | ≧32 | ≧33 | ≧35 | ≧37 | ≧39 | 0t | |||||
| SEHE | − | ≧270 | ≧33 | ≧35 | ≧37 | ≧39 | ≧41 | 0t | |||||
| SEFH490 | ≧325 | ≧490 | ≧22 | ≧23 | ≧24 | ≧25 | 5号、 圧延方向に直角 |
0.5t | 1.0t | 3号、 圧延方向 に直角 |
|||
| SEFH540 | ≧355 | ≧540 | ≧21 | ≧22 | ≧23 | ≧24 | 1.0t | 1.5t | |||||
| SEFH590 | ≧420 | ≧590 | ≧19 | ≧20 | ≧21 | ≧22 | 1.5t | ||||||
| SEFH540Y | ≧295 | ≧540 | − | ≧24 | ≧25 | ≧26 | 1.0t | 1.5t | |||||
| SEFH590Y | ≧325 | ≧590 | − | ≧22 | ≧23 | ≧24 | 1.5t | ||||||
| SE330 | ≧205 | 330〜430 | ≧26 | 5号、 圧延方向 又は 圧延方向に直角 |
0.5t | 1号、 圧延方向 又は 圧延方向に直角 |
|||||||
| SE400 | ≧245 | 400〜510 | ≧21 | 1.5t | |||||||||
| SE490 | ≧285 | 490〜610 | ≧19 | 2.0t | |||||||||
| SE540 | ≧400 | ≧540 | ≧16 | 2.0t | |||||||||
| SEPH310 | (≧185) | ≧310 | ≧33 | ≧34 | ≧36 | ≧38 | ≧40 | 5号、 圧延方向 |
0t | 1.0t | 3号、 圧延方向に直角 |
||
| 試験内容 | 引張試験 | 曲げ性 | 硬さ | ||||||||||
| 種類の記号 | YS N/mm2 |
TS N/mm2 |
El(%) | 試験片 及び方向 |
曲げ 角度 :180° |
試験片 及び方向 |
下記のいずれか | ||||||
| t<0.6 | t<1.0 | t<1.6 | t<2.3 | t<2.5 | t≧2.5 | HRB | HV | ||||||
| SECC | − | (≧270) | (≧34) | (≧36) | (≧37) | (≧38) | (≧38) | (≧39) | 5号、 圧延方向 |
0t | 3号、 圧延方向 |
− | − |
| (1/8硬質) | 0t | 50-71 | 95-130 | ||||||||||
| (1/4硬質) | 0.5t | 65-80 | 115-150 | ||||||||||
| (1/2硬質) | 1.0t | 74-89 | 135-185 | ||||||||||
| (硬質) | − | ≧85 | ≧170 | ||||||||||
| SECD | − | ≧270 | ≧36 | ≧38 | ≧39 | ≧40 | ≧40 | ≧41 | 0t | − | − | ||
| SECE | − | ≧270 | ≧38 | ≧40 | ≧41 | ≧42 | ≧42 | ≧43 | 0t | ||||
| SECF | − | ≧270 | ≧40 | ≧42 | ≧43 | ≧44 | ≧44 | ≧45 | 0t | ||||
| SECG | − | ≧270 | ≧42 | ≧44 | ≧45 | ≧46 | ≧46 | − | 0t | ||||
| SEFC340 | ≧175 | ≧340 | − | ≧34 | ≧35 | − | − | 5号、 圧延方向に直角 |
0t | 3号、 圧延方向に直角 |
− | − | |
| SEFC370 | ≧205 | ≧370 | − | ≧32 | ≧33 | − | − | 0t | |||||
| SEFC390 | ≧235 | ≧390 | − | ≧30 | ≧31 | − | − | 0t | |||||
| SEFC440 | ≧265 | ≧440 | − | ≧26 | ≧27 | − | − | 0t | |||||
| SEFC490 | ≧295 | ≧490 | − | ≧23 | ≧24 | − | − | 0t | |||||
| SEFC540 | ≧325 | ≧540 | − | ≧20 | ≧21 | − | − | 0.5t | |||||
| SEFC590 | ≧355 | ≧590 | − | ≧17 | ≧18 | − | − | 1.0t | |||||
| SEFC490Y | ≧225 | ≧490 | − | ≧24 | ≧25 | − | − | 0t | |||||
| SEFC540Y | ≧245 | ≧540 | − | ≧21 | ≧22 | − | − | 0.5t | |||||
| SEFC590Y | ≧265 | ≧590 | − | ≧18 | ≧19 | − | − | 1.0t | |||||
| SEFC780Y | ≧365 | ≧780 | − | ≧13 | ≧14 | − | − | 3.0t | |||||
| SEFC980Y | ≧490 | ≧980 | − | ≧6 | ≧7 | − | − | 4.0t | |||||
| SEFC340H | ≧185 | ≧340 | − | ≧34 | ≧35 | − | − | 0t | |||||
6) 寸法の許容差
使用する原板の各JIS規格の許容差に準じ、上記2.メッキ付着量の相当メッキ厚さ/片面を加算する
7) 日本各社のEG樹脂コーティング材記号
| 新日鉄 | 川鉄 | N・K | 住金 | 神戸 | 日新 | |
| 特殊無機皮膜 | EGC-E | SECC-FX | UZ-MC | SECC-T | SECC-KS | MSE-CC-A |
| 特殊有機被膜 | EGC-EF EGC-CF EGC-CS |
SECC-A SECC-F SECC-U |
UZ-NX UZ-C2 |
SECC-T2 SECC-T1 |
SECC-K2 | MSE-CC-U |
| 潤滑皮膜 | EGC-CFL EGC-CK |
SECC-FS SECC-FE |
UZ-L2 UZ-SL |
SECC-J2 | MSE-CC-L |
HOME 技術資料室 JIS規格 表面処理の種類 技術用語