================================================
1.刃物の材質
電磁鋼板やステンレス鋼板などのように鉄以外の元素を多く含有した鋼板を切断やスリット加工する場合、刃物も硬度が高く耐久性のある材質を選定しないと、刃物の寿命がコイルの長さ未満になり処理途中で刃物の交換が必要となる場合があります。
下表は刃物用に使われる主要な鋼種とその成分の JIS 規格ですが、刃物メーカーは各社独自で色々な改良を加えて自社規格を作っているため、用途に応じて刃物メーカーに内容を確認する必要があります。
尚、「ハイス」という名前はハイスピード鋼 (High Speed Steel) の略称です。
| JIS | 分類 | 化学成分(%) | |||||||
| C | Si | Mn | Ni | Cr | Mo | V | W | ||
| SKH2 | JISG4403 高速度鋼 (ハイス) |
0.70-0.83 | ≦0.45 | ≦0.4 | - | 3.8-4.5 | - | 1.0-1.2 | 17.2-18.70 |
| SKH51 | 0.80-0.88 | ≦0.45 | ≦0.40 | - | 3.8-4.5 | 4.7-5.2 | 1.7-2.1 | 5.9-6.7 | |
| SKD11 | JISG4404 合金工具鋼 |
1.4-1.6 | ≦0.4 | ≦0.6 | - | 11.0-13.0 | 0.8-1.2 | 0.2-0.5 | - |
| SKD12 | 0.95-1.05 | 0.1-0.4 | 0.4-0.8 | - | 4.8-5.5 | 0.9-1.2 | 0.15-0.35 | - | |
| SKD61 | 0.35-0.42 | 0.8-1.2 | 0.25-0.5 | - | 4.8-5.5 | 1.0-1.5 | 0.8-1.15 | - | |
| SKT4 | 0.5-0.6 | 0.1-0.4 | 0.6-0.9 | 1.5-1.8 | 0.8-1.2 | 0.35-0.55 | 0.05-0.15 | - | |
======================================
(参考資料)超硬合金材質表と用途例 (株)シルバーロイ社の資料より
<G タイプ 一般的な超硬合金>
標準的な合金で、高硬度、高弾性率、高圧縮強度などのすぐれた性質をもち、 耐摩耗、耐衝撃等を要求する様々な分野に広く適用できます。
| 材質 | JIS・CIS 記号 |
密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| G1A | VM20 | 15.0 | 92.8 | 2,370 | 6,100 | 伸線ダイス・ノズル・刃物・ゲージ・粉末成形型・軽荷重の絞り型・ガイド・他 |
| G1 | VM20 | 15.1 | 92.0 | 2,980 | 5,930 | |
| G2 | VM30 | 14.7 | 90.8 | 3,360 | 5,020 | 粉末成形型・伸線ダイス・プラグ・絞り型・抜き型・ロール・センター・鉱山用ビット・ノズル・ブレード・石工具・リング・ゲージ・刃物・ガイドブッシュ・コアー・他 |
| G3 | VM40 | 14.7 | 90.0 | 3,240 | 4,700 | |
| G4 | VM40 | 14.5 | 89.0 | 3,220 | 4,400 | 絞り型・抜き型・パンチ類・刃物・カッターナイフ・リング・プラグ・異形用粉末成形型・上下パンチ・コアー・他 |
| G5 | VM50 | 14.2 | 87.2 | 3,160 | 4,070 | |
| G6 | VC60 | 13.9 | 85.5 | 2,900 | 3,290 | 重荷重の絞り型・抜き型・ヘッターダイス・ナットホーマーダイス・パーツホーマーダイス・インパクトダイス・パンチ・熱間ダイス・熱間ロール・カッターナイフ・シャーダイス・切絞り型・他 |
| G6.5 | VC70 | 14.0 | 84.5 | 2,700 | 3,200 | |
| S6 | VC70 | 13.6 | 84.5 | 2,850 | 3,120 | |
| G7 | VC70 | 13.6 | 84.0 | 2,750 | 3,040 | ヘッターダイス・パンチ・ナットホーマーダイス・シャーダイス・パーツホーマーダイス・インパクトダイス・熱間ダイス・パーツホーマー・ナイフ・他 |
| S7 | VC70 | 13.5 | 83.5 | 2,700 | 2,900 | |
| G8 | VC70 | 13.4 | 83.0 | 2,690 | 2,750 | |
| G9 | VC70 | 13.1 | 82.0 | 2,530 | 2,530 | ヘッターダイス・ナットホーマーダイス・パンチ・パーツホーマーダイス・インパクトダイス(最も大きい衝撃を受けるとき)・他 |
| G10 | VC80 | 12.9 | 81.0 | 2,530 | 2,430 |
<Fタイプ 耐衝撃用合金>
GタイプよりWCを粗粒にすることにより、衝撃吸収相であるCo(コバルト)相を厚くして、耐衝撃性と耐摩耗性を向上させた合金。
| 材質 | JIS・CIS 記号 |
密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| 5F | VC60 | 14.5 | 87.5 | 2,750 | 3,440 | ナットホーマーダイス・パーツホーマーダイス・インパクトダイス・ヘッターダイス・パンチ類・熱間ダイス・温間ダイス・シャーダイス・カッターナイフ・他 |
| 6F | VC60 | 14.2 | 86.0 | 2,910 | 3,230 | |
| F65 | VU60 | 13.9 | 84.5 | 2,700 | 3,020 | |
| 7F | VU70 | 13.7 | 83.5 | 2,700 | 2,750 | 大衝撃用のナットホーマーダイス・パンチ・パーツホーマーダイス・インパクトダイス・ヘッターダイス・熱間ダイス・温間ダイス・シャーダイス・カッターナイフ・他 |
| 8F | VU70 | 13.4 | 82.5 | 2,590 | 2,720 |
<RGタイプ 耐蝕性合金>
結合相強化剤を添加し、腐食の原因となるCo相を固溶強化することにより、耐熱、耐蝕性を向上させた合金。特にワイヤーカットによる電蝕や研磨後の腐蝕を防止します。また結合相を強化したことにより、チッピング、熱クラックの発生が減少します。
| 材質 | JIS・CIS 記号 |
密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| RG1 | VM20 | 15.0 | 92.5 | 2,450 | 6,080 | 伸線ダイス・ノズル・刃物・ゲージ・粉末成形型・軽荷重の絞り型・ガイド・他 |
| RG2 | VM30 | 14.6 | 91.5 | 3,240 | 5,250 | 粉末成形型・伸線ダイス・プラグ・絞り型・抜き型・ロール・センター・鉱山用ビット・ノズル・ブレード・石工具・リング・ゲージ・刃物・ガイドブッシュ・コアー・他 |
| RG3 | VM30 | 14.6 | 91.0 | 3,160 | 4,850 | |
| RG4 | VM40 | 14.4 | 90.0 | 3,140 | 4,480 | 絞り型・抜き型・パンチ類・刃物・カッターナイフ・リング・プラグ・異形用粉末成形型・上下パンチ・コアー・他 |
| RG5 | VM50 | 14.1 | 88.3 | 3,140 | 4,100 |
<RTタイプ 耐蝕、耐衝撃合金>
結合相を強化し、中粒~粗粒のWCを用いることにより、耐熱、耐蝕性および耐衝撃性を向上させた合金。特に絞りや底付のヘッターダイスでは、従来の5~10倍の高寿命になる場合があります。また、ワイヤーカットによる電蝕や研磨後の腐蝕を防止します。熱間鍛造用工具等にも適しています。
| 材質 | JIS・CIS 記号 |
密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| RT51 | VC50 | 14.2 | 88.2 | 3,080 | 4,000 | 軽荷重のヘッターダイス・抜き型・絞り型・パンチ類・カッターナイフ・絞り型・シャーダイス・他 |
| RT52 | VC50 | 13.9 | 87.0 | 3,040 | 3,360 | |
| RT525 | VC60 | 13.7 | 86.2 | 3,000 | 3,250 | |
| RT53 | VC60 | 13.6 | 85.5 | 2,920 | 3,160 | ヘッターダイス・パンチ・ナットホーマーダイス・シャーダイス・パーツホーマーダイス・インパクトダイス・熱間ダイス・パーツホーマー・ナイフ・他 |
| RT54 | VC70 | 13.4 | 84.3 | 2,880 | 2,960 | |
| RT55 | VU70 | 13.1 | 83.0 | 2,660 | 2,800 | ヘッターダイス・ナットホーマーダイス・インパクトダイス・パンチ・パーツホーマーダイス(最も大きい衝撃を受けるとき)・他 |
| RT56 | VU70 | 12.8 | 82.0 | 2,580 | 2,750 |
<FFタイプ 微粒子合金>
微粒のWCを用いた合金で、高硬度、高強度であり、耐チッピング性にも優れ、耐摩耗性を要求される工具等に適しています。特殊な配合により、ワイヤーカット時に生じる熱クラックや応力による亀裂の伝播を減少させます。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| FF10 | 14.6 | 91.0 | 3,460 | 5,360 | 軽荷重の絞り型・粉末成形型・ガイド・伸線ダイス・ノズル・ゲージ・他 |
| FF20 | 14.3 | 90.0 | 3,500 | 4,800 | 一般絞り型・抜き型・粉末成形型・ガイド・ノズル・刃物・伸線ダイス・コアー・ロール・プラグ・リング・ブレード・他 |
| FF40 | 14.0 | 88.5 | 3,780 | 4,360 | 重荷重の絞り型・抜き型・パンチ類・粉末成形用パンチ・刃物・曲げ型・粉末成形用ダイ(異形用)・他 |
<RFFタイプ 耐蝕微粒子合金>
FFタイプの結合相を強化することによってFFタイプの優れた特性をさらに向上させた合金。また、腐蝕の原因となるCo結合相を強化していますのでワイヤーカットによる電蝕や研磨後の腐蝕を防止します。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| RFF05 | 14.8 | 92.5 | 2,500 | 5,980 | 軽荷重の絞り型・粉末成形型・ガイド・伸線ダイス・ノズル・ゲージ・他 |
| RFF10 | 14.5 | 91.5 | 3,040 | 5,630 | |
| RFF20 | 14.2 | 91.0 | 3,730 | 5,040 | 一般絞り型・抜き型・粉末成形型・ガイド・ノズル・刃物・伸線ダイス・コアー・ロール・プラグ・リング・ブレード・他 |
| RFF40 | 13.9 | 89.7 | 3,730 | 4,860 | 重荷重の絞り型・抜き型・パンチ類・粉末成形用パンチ・刃物・曲げ型・粉末成形用ダイ(異形用)・他 |
| RFF60 | 13.7 | 88.5 | 3,630 | 4,320 | カケ易いエッジを持つ粉末成形用上下パンチ・異形用粉末成形用ダイ・他 |
| RFF70 | 13.0 | 87.0 | 3,590 | 3,750 | |
| RFF80 | 12.6 | 85.5 | 3,530 | 3,470 | 特にカケ易い鋭利なエッジを持つ粉末成形用上下パンチ・ダイ・他 |
<SFタイプ 超微粒子合金>
超微粒のWCを用いた合金で、高硬度、高強度であり、耐微小チッピング性に優れています。特に耐摩耗性を要求される工具、シャープエッジを要求される分野に適しています。薄板の打ち抜きでは、Gタイプ、Fタイプの3~5倍の寿命になる場合があります。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| SF05 | 14.5 | 92.5 | 2,620 | 6,280 | 粉末成形型・軽荷重の絞り型・伸線ダイス・ノズル・他 |
| SF20 | 14.2 | 91.2 | 3,350 | 5,980 | 粉末成形型・絞り型・軽荷重の抜き型・コアー・ノズル・伸線ダイス・他 |
| SF25 | 13.9 | 90.5 | 3,690 | 4,890 | タイバーカット・刃物・パンチ・金型・伸線ダイス・ノズル・プラグ・絞り型・ブレードチップ・切削用刃物・粉末成形型・コアー・他 |
| SF30 | 13.7 | 89.5 | 3,850 | 4,330 | |
| SF-X | 13.1 | 87.0 | 3,670 | 3,450 | ヘッターダイス・パンチ・熱間ダイス・他 |
<RSFタイプ 耐蝕超微粒子合金>
SFタイプの結合相を強化することによってSFタイプの優れた特性をさらに向上させた合金。また、腐蝕の原因となるCo結合相を強化していますのでワイヤーカットによる電蝕や研磨後の腐蝕を防止します。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| RSF05 | 14.4 | 93.0 | 2,750 | 6,300 | 粉末成形型・軽荷重の絞り型・伸線ダイス・ノズル・他 |
| RSF20 | 14.1 | 92.0 | 3,340 | 6,170 | 粉末成形型・絞り型・軽荷重の抜き型・コアー・ノズル・伸線ダイス・他 |
| RSF25 | 13.8 | 91.0 | 3,630 | 5,350 | タイバーカット・刃物・パンチ・金型・伸線ダイス・ノズル・プラグ・絞り型・ブレードチップ・切削用刃物・粉末成形型・コアー・他 |
| RSF30 | 13.6 | 90.5 | 3,920 | 5,100 | |
| RSF-X | 13.0 | 87.7 | 4,020 | 4,160 |
<SAタイプ 超々微粒子合金
超々微粒子のWCを用いた合金です。SFタイプよりも、さらに微粒化することで、高い抗折力と耐磨耗性、優れた刃立ち性を持っています。薄刃やICリードフレームのプレス打ち抜き等、精密金型材料に適しています。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| SA150 | 14.6 | 94.0 | 3,140 | 7,300 | 粉末成形型・軽荷重の絞り型・軽荷重の抜型・コアー・ノズル・伸線ダイス・薄刃・他 |
| SA160 | 14.5 | 93.5 | 4,250 | 6,650 | |
| SA180 | 14.4 | 93.0 | 4,350 | 6,250 | |
| SA220 | 13.9 | 92.0 | 4,360 | 6,000 | 粉末成形型・絞り型・軽荷重の抜型・コアー・ノズル・伸線ダイス・薄刃・他 |
<SHタイプ 超高硬度合金>
WCより硬い炭化物を分散させることにより、従来の合金では得られなかった高硬度を実現しました。さらに耐熱、耐蝕性および高温下での強度に優れており、高温での耐摩耗工具等において力を発揮します。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| SH10 | 13.8 | 94.7 | 2,290 | 7,320 | 各種ノズル・軽切削用刃物・ブレーカー・軽荷重の絞り型・粉末成形型・伸線ダイス・ガイド・他 |
| SH15 | 13.6 | 94.0 | 2,470 | 7,230 | |
| SH20 | 13.3 | 93.5 | 2,830 | 7,190 | 各種ノズル・軽切削用刃物・軽荷重の絞り型・粉末成形型・伸線ダイス・ガイド・他 |
| SH25 | 13.1 | 93.0 | 2,850 | 6,250 | 各種ノズル・切削用刃物・軽切削用刃物・軽荷重の絞り型・粉末成形型・伸線ダイス・ガイド・他 |
| SH30 | 12.8 | 92.0 | 3,100 | 5,940 | 切削用刃物・絞り型・粉末成形型・伸線ダイス・ガイド・他 |
| SH35 | 13.0 | 91.0 | 3,390 | 5,550 |
<Q,QSタイプ 非磁性、耐蝕性合金>
磁性を無くした合金です。磁性体材料の加工用等の非磁性金型や非磁性工具・ジグ等に適しています。また、従来の結合相とは異なる成分を主体としており、耐熱、耐蝕性に優れています。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| QS15 | 14.5 | 92.5 | 2,990 | 5,200 | 非磁性粉末成形型・パンチ類・耐蝕性の金型・パンチ・リング類・刃物・他 |
| QS25 | 14.2 | 90.0 | 3,300 | 4,650 | |
| QS35 | 14.2 | 88.5 | 3,200 | 4,270 | |
| QS65 | 13.5 | 81.5 | 2,640 | 2,710 | 重荷重の非磁性粉末成形型・パンチ類・リング類・他 |
| Q2 | 14.0 | 90.8 | 4,400 | 4,860 | 磁性材料の切断刃・薄刃・耐蝕性が必要な軽荷重の抜型・ノズル・他 |
| Q3 | 13.6 | 88.5 | 3,550 | 4,460 | 非磁性粉末成形型・パンチ類・耐蝕性の金型・パンチ・リング類・刃物・他 |
| Q5 | 13.7 | 86.5 | 3,350 | 3,460 | |
| Q7 | 13.5 | 84.5 | 3,300 | 3,070 | 重荷重の非磁性粉末成形型・パンチ類・リング類・他 |
<WSタイプ 耐摩耗、耐蝕性合金>
結合相を強化した超微粒子タイプの合金。高硬度による優れた耐摩耗性に加え、複数の結合相強化剤をバランス良く配合することにより、RSFタイプ以上の耐蝕性を実現しました。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
用 途 |
| WS10 | 14.2 | 92.0 | 3,080 | 耐摩耗性と強い耐蝕性が必要なもの・粉末成形型・薄刃物・軽荷重のプレス抜き型・他 |
| WS20 | 14.0 | 91.0 | 3,450 |
<GTタイプ 超耐熱、耐蝕性合金>
従来の結合相に耐熱性金属を添加固溶させた合金。非常に耐熱、耐蝕性に優れ、高温下での使用を要求される工具等に適しています。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| GT20 | 13.6 | 91.5 | 2,730 | 5,540 | 耐磨耗性と耐熱・耐蝕性が必要なもの・他 |
| GT26 | 13.7 | 84.5 | 2,290 | 2,940 | 耐衝撃性と耐熱と耐蝕性が必要なもの・熱間ダイス・熱間ロール・他 |
<DSタイプ 超耐熱衝撃合金>
特殊な原料を用いている為、冷間や熱間での耐衝撃性に非常に優れます。また結合相を強化していますので、耐熱、耐蝕性も向上しています。耐熱衝撃性を要求される熱間鍛造用工具などに最適な材質です。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
圧縮強度 MPa |
用 途 |
| DS28 | 14.1 | 84.5 | 2,170 | 2,760 | 熱間鍛造用金型・他 |
| DS40 | 13.7 | 82.5 | 2,200 | 2,460 | |
| DS60 | 12.9 | 80.5 | 2,330 | 2,200 |
<TN・TWタイプ サーメット・チタメット合金>
TiCを主成分とした合金。軽量かつ高温下での強度、耐酸化性に優れます。鉄との親和力が小さく、鋼材切削において優れた耐摩耗性と美麗な仕上面が得られます。
| 材質 | 密度 g/cm3 |
硬度 HRA |
抗折力 MPa |
用 途 |
| TN3 | 6.7 | 92.0 | 1,930 | 切削用刃物・粉末成形型・伸線ダイス・ノズル・レール・他 |
| TW4 | 7.1 | 90.0 | 2,350 | センターチップ・レール・ガイド・他 |
| TW5 | 7.5 | 87.0 | 2,240 |
<銅タングステン・銀タングステン(Cu-W,Ag-W)>
超硬合金や鋼材の放電加工(EDM)電極用です。一般的にはそれぞれ銅タン、銀タンと 略されて呼ばれています。
| 種類 | 材質 | 密度 g/cm3 |
硬度 HRB |
電導度 IACS% |
用 途 |
| 銅タン | CW-2 | 13.6~14.0 | 91 | 45 | 超硬合金・鋼材の放電加工用電極 |
| 銀タン | AW-2 | 14.8~15.0 | 94 | 51 | 超硬合金の精密放電加工用電極 |
<HV・CVタイプ 高比重合金(ヘビーメタル)>
主成分が金属Wであり、比重が高くさらに強度、剛性に優れており回転慣性体のバランスウェイトの材料に適しています。また、放射線吸収能力に優れます。CVタイプは磁性を無くしており、非磁性や耐蝕性を要求される部品等に適しています。
| 材質 | 密度 g/cm3 |
用 途 |
| HV18 | 18.2 | 高比重の分銅・バランス用重り・放射線吸収材・他 |
| CV18 | 18.0 | 高比重で耐蝕性が必要なもの・放射線吸収材・他 |
| HV28 | 17.2 | 高強度で高比重・シャンク材・他 |
<MVタイプ 超耐熱合金>
主成分が金属タングステン(W)であり、高強度、高剛性は勿論のこと、熱伝導率が高く、膨張係数が低いことから高温加工用の工具や金型材料に適しています。
| 材質 | 密度 g/cm3 |
熱膨張率 10-6/℃ |
用 途 |
| MV17 | 17.2 | 5.5 | ダイカスト金型・ダイカスト入れ子・ダイカスト鋳抜きピン・アルミダイカスト金型の溶損対策として・熱間鍛造用ジグ・溶接用ジグ・他 |
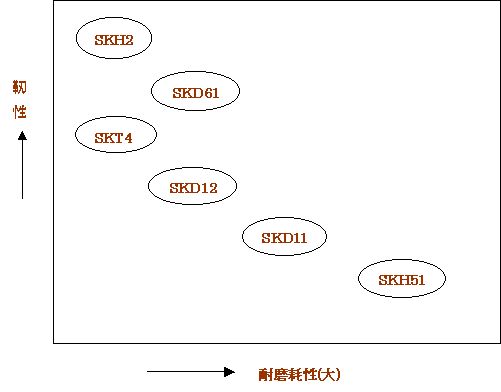
2.刃物の耐久性
刃物の耐久性を決める要因としては、靭性と耐磨耗性があります。
靭性は耐欠け性、対割れ性を示し、この値が大きいほど刃欠けがおきにくいことになります。
一方、耐磨耗性は刃先の磨耗しにくさを示し、この値が小さいと切れ味が早く落ちます。
刃物としては靭性と耐磨耗性が共に大きいことが理想ですが、当然価格との相関がありますので、目的に適したものを選択する必要があります。
3.超硬合金メーカー別分類表
| JIS | 硬度 (HRA) |
タフアロイ | サンアロイ | 東芝 タンガロイ |
イゲタロイ | 三菱 マテリアル |
フジダイス | 日立ツール | 日本 タングステン |
マコトロイ | シルバーロイ | エバーロイ | |
| 超微粒子 | FA25 | AE40 | A1 | UF20 | F10 | FN20 | ZN10 | SF05 | EF10 | ||||
| FD25 | EM | SF20 | KD20 | ||||||||||
| 高耐磨耗 高圧用 |
V10 | 91.0 | HE30 | DA10 | Q1F/Q2F | D1 | GTi05 | N10 | WH10 | GP10 | G1A/G1 | G1 | |
| 一般 耐摩耗用 |
V10 | 91.0 | HE30 | DA20 | D10 | D2/GR10 | GTi10 | D20 | WH20 | G2/BN1 | GP30/GM1 | G2 | G2 |
| V10 | 91.0 | HE30 | DA25 | D20 | D3/GR20 | GTi15 | D40 | WH30 | BN2 | G3 | |||
| V20 | 89.5 | NB10 | DA30 | D25 | G5 | GTi20 | D50 | WH40 | G3 | GP40 | G3 | G4 | |
| V30 | 88.5 | NB20 | DA50 | D30 | G6 | D60 | WH50 | G20/G20 | GM4 | G5 | G5 | ||
| V40 | ND40 | DA60 | D40 | GTi30 | G50 | 6F | G6 | ||||||
| 耐磨耗 耐衝撃用 |
V40 | ND40 | EA50 | GH65 | G65 | G50T | GM60/GM6 | ||||||
| V50 | EA60 | GH72 | G70 | G6 | |||||||||
| V50 | EA70 | G7/GH80 | G80 | G80T | GM70/GM7 | G7 | G7 | ||||||
| V60 | EA80 | G8 | G85 | GM80/GM8 | G8 | G8 | |||||||
| V60 | EA90 | G9 | G9 |
| JIS | 硬度 (HRA) |
タフアロイ | サンアロイ | 東芝 タンガロイ |
イゲタロイ | 三菱 マテリアル |
フジダイス | 日立ツール | 日本 タングステン |
マコトロイ | シルバーロイ | エバーロイ | |
| 耐衝撃用 | V20 | 89.0 | NB10 | VA30 | |||||||||
| V30 | VA35 | GR35/GR40 | BN3 | ||||||||||
| V30 | 88.5 | NB20 | VA40 | GR40/GR50 | GTi15S | WB30 | BN4 | ||||||
| V40 | ND40 | VA50 | GH50 | GTi20S | C60 | WB50 | BN5 | ||||||
| V50 | VA60 | GH60 | C70 | WB60 | G65 | ||||||||
| V50 | VA70 | GTi30S | 7F/G14 | ||||||||||
| V60 | VA80 | GH80 | GTi40S | 8F | |||||||||
| V50 | LA70 | F65 | |||||||||||
| V60 | LA80 | D71L | |||||||||||
| 高速鍛造 | REA35 | GS40 | |||||||||||
| REA65 | NC4 | GS60 | |||||||||||
| REA75 | NC12 | GS70 | |||||||||||
| REA85 | NC14 | ||||||||||||
| 非磁性 耐食性 |
90.0 | NM20 | NA20 | N23S | NC18 | M45 | WN60 | KN20 | |||||
| 87.0 | NM40 | NA30 | N63S | M70 | Q5 | KN50 | |||||||
| その他 | ME8 | PR30 | GR30 | MG30 | |||||||||
| ME10 | PR40 | MG40 | G55 | ||||||||||
| ME12 | PR50 | MG50 | GM50/GT23 |
| JIS 他 | 愛知製鋼 | 神戸製鋼所 | 山陽特殊鋼 | 大同特殊鋼 | 日本高周波 | 日立金属 | 不二越 | 理研製鋼 | 大東工機 (DIK) |
新興刃物 (SHK) |
|
| 高速度工具鋼 | SKH51 | QH51 | MH51 | H51 | YXM1 | SKH9 | RHM1 | DKH51 DVH-3 |
|||
| SKH54 | SKH9D | DKH54 | |||||||||
| SKH55 | MH55 | HM35 | YXM4 | HM35, HS53M |
RHM5 | ||||||
| SKH57 | MH57, MH8 |
MV10 | XVG5, YXM70 |
HS93R, FM38V, HS98M |
RHM7 | ||||||
| マトリックス系 | QHS, QHZ |
MH85, MH88 |
KMX | YXR | MDS | ||||||
| 粉末系 | KHA | SPM | DEX | HAP | FAX, FAXG |
||||||
| 炭素鋼 | SK3 | SK3 | SK3 | YK3 | K3 | YC3 | |||||
| 合金工具鋼 | SKS93 | SK301 | QK3M | YK30 | K3M | YCS3 | SK3M | ||||
| SKS3 | SKS3 | QKS3 | GOA | KS3 | SGT | SKS3 | |||||
| SKS31 | SKS31 | GO31 | KS31 | SKS31 | |||||||
| SKD1 | SKD1 | QC1 | DC1 | KD1 | CRD | CDS1 | |||||
| SKD11 | SKD11 | QC11 QCM8 |
DC11 | KD11 | SLD | CD11 | RD11 | DK11 DK10 |
|||
| SKD12 | SKD12 | QC12 | DC12 | KD12 | SCD | CDS12 | SVH8 | ||||
| AISI D12 | A-D2 | QCD2 | DC3 | KD11V | SLD2 | ||||||
| 40HRC | KTSM- 40BF |
PCM40 | NAK55, GO40F |
KAP | HPM1 HPM2T |
||||||
| 33HRC | KTSM3 | PX5 | KPM30 | HPM2 HPM7 |
|||||||
| 火炎焼入鋼 | SVX105V SX4 |
QF3 | GO5 | FH5 | HMD5 HMD1 |
||||||
| AUD15 | QCM8 QCM10 |
DC53 | KD21 | SLD8 | MCR12 MDS9 |
||||||
| 低温高焼入鋼 | AKS3 | GO4 | KSM | ACD37 | |||||||
| 耐衝撃用鋼 | AKS4 | QF1 | GS5 | KTV5 | YSM | SRS6 |
4.刃物材質の選択
| 熱延 鋼板 |
冷延 鋼板 |
塩ビ 鋼板 |
電磁 鋼板 |
ハイテン | ステンレス | アルミ | 銅 | ニッケル | アモルファス | 樹脂フィルム | ||
| t<1.0mm | 1.0mm<t | |||||||||||
| SKD11 | 〇 | 〇 | 〇 | △ | × | 〇 | △ | 〇 | 〇 | 〇 | △ | △ |
| DC53 | 〇 | 〇 | 〇 | △ | 〇 | 〇 | △ | 〇 | 〇 | 〇 | △ | △ |
| SKH | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |
ハイス系が多く使われている。薄物になると切れ味から超硬刃が使われる。SKD でも切れないことはないが、破面性状や耐久性から確認して行く必要がある。HES を使っているところが多い。
2) SUS のスリット
SVH-8 は一般的な刃物材質であるSKD-11 の硬度を確保して、更に靱性(粘り強さ)をアップして欠け難さを改善した材質である。従って、SUS304 の加工には適している。
研磨量が片面0.4mm ぐらいは問題ない。刃物の厚み10㎜ が薄いということもない。
クリアランスは10%くらいが適当で、場合によっては更に狭くする必要がある。SUS304、SUS409、SUS436 ともSVH-8 でOK。ただ、SUS409 は硬いので注意する必要がある。
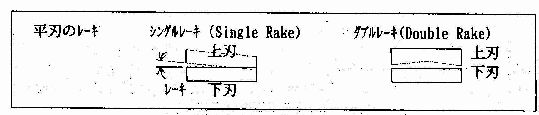
5.平刃のレーキ
シャーリング設備に使う平刃には、通常剪断力を軽減する目的でレーキと称する角度がつけられています。刃物の幅などからシングルレーキとダブルレーキがあり、下図のようになっています。
6.クリアランスとラップ
クリアランスは一般的に板厚の10% 程度といわれていますが刃物の金属と板の金属によっても最適値は変わってきます。ある程度試行錯誤で最適値を探すしかないようです。
7.破断面の形状と名前
一般に刃物で鋼板を切断した場合、右図に示すような形状を示し、下記の名称がついています。
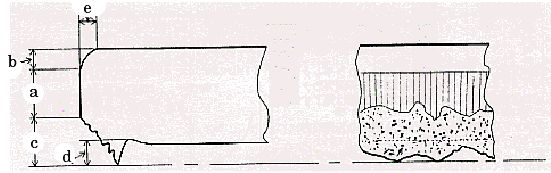
a:剪断面
b:ダレ
c:破断面
d:カエリ、バリ
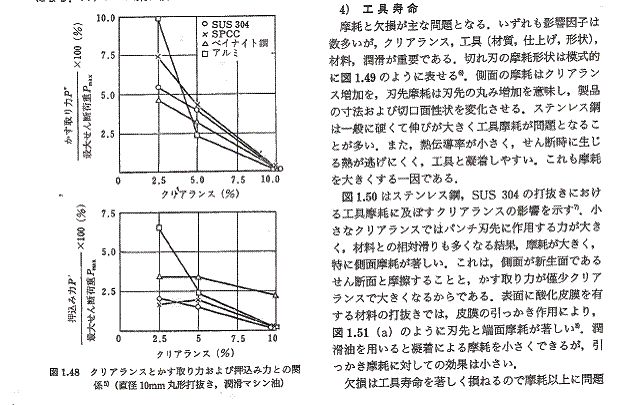
一般に、クリアランスが大きくなると剪断面 a は小さくなり、ダレ b 及びバリ d は大きくなる傾向です。
8.刃物へのビルドアップ
(1)スリッターの丸刃で亜鉛メッキ鋼板やアルミメッキ鋼板などの柔らかい金属のメッキ鋼板を切ると、メッキ金属が丸刃にビルドアップしがちです。 これと言った決定的な対策がないのが現状のようですが、下記のようなものは一時しのぎにはなるようです。
1)刃物をこまめに拭きあげる。(ただし、回転刃物への手出しは当然極めて危険です)
2)刃物の表面を鏡面仕上げにすると付着しにくくなる。
3)ビルドアップした亜鉛にスプレーして溶かす薬剤もあるようです。(米国製で引火性がある)
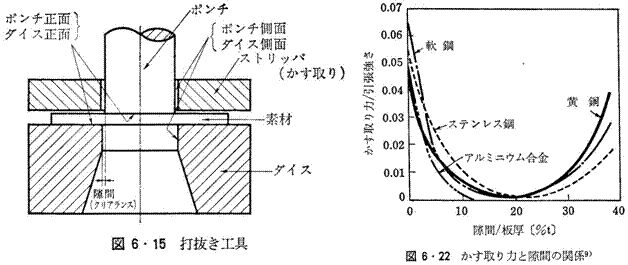 (2)一般的な刃物へのビルドアップの類似例として、ポンチで金属板を打ち抜く場合のポンチへの金属板の凝着があります。
(2)一般的な刃物へのビルドアップの類似例として、ポンチで金属板を打ち抜く場合のポンチへの金属板の凝着があります。ポンチに凝着した金属を「かす取り」という冶具でコサギ落とすときの力とクリアランス(対板厚%)との関係を示したものが右グラフですが、クリアランスが大き過ぎても、小さすぎても凝着の程度が大きくなることを示しています。
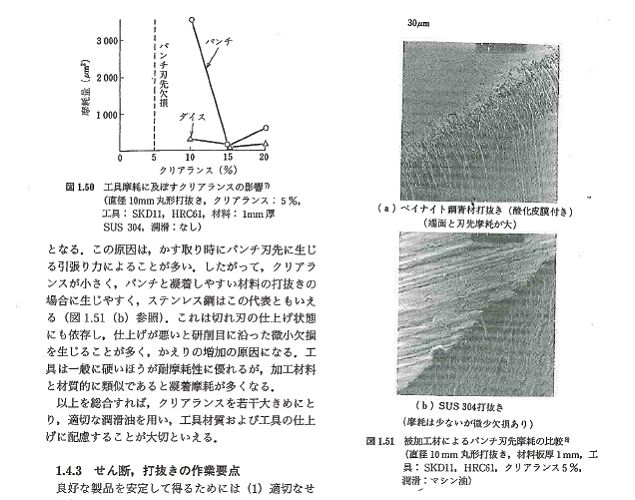
(3)更に工具のクリアランスと寿命に関する資料として以下のような資料もあります。
9.丸刃の内径精度
一般にアーバー外径は寸法精度が良く、数μの範囲に収まっている場合が普通であるため、丸刃の内径は+30~50μの範囲で加工すると嵌め合いがスムーズにゆくようです。
================================================
HOME 技術資料室 技術用語 カッタースタンド