|
コイルセンターの固有技術 HOME 技術資料室 技術用語
=========================================
コイルセンターの固有技術を設備面・操業面からピックアップしたものです。個々の具体的な内容は、各関連項目を参照してください。
|
|
1) |
工場レイアウト
各ラインや置場の配置・レイアウトは将来の拡張規模を見込んで、物流がスムーズになるような配置を色々なケースでシミュレーションして、ベストと思われる案を決める必要があります。稼働後のレイアウト変更はコストもかかり、ライン休止も必要になります。
|
|
2) |
母材コイルヤード
大量の母材コイルを在庫するには安全で効率的なコイルの在庫方法の検討と、最適な吊具の選択、クレーンの基数と配置の検討が必要です。
|
|
3) |
スリッターライン
母材コイルを狭幅のフープにスリットする設備ですが、特に薄物をスリットしてきれいに巻き上げるためには設備メーカーの設計技術とある程度の実績が必要になります。 |
| ① |
カッタースタンドの組み込み |
| ② |
丸刃とスペーサーの管理
上下1組のカッタースタンドに組み込む丸刃は外径が皆同一径になっていないと丸刃毎に周速が異なってしまいます。従って、最大カット条数×2(上下)枚の丸刃を1セットとして、使って磨耗した丸刃も使わない丸刃もセット単位で同時に外周研削します。 |
| ③ |
張力装置(テンション装置)は設備メーカー各社が独自の方法を開発しており、各種あります。 |
| ④ |
スリット後のトップ部を、板幅はノギスで、板厚はマイクロメーターで計測し記録することを義務付ける必要があります。これら寸法の保証はコイルセンターの生命線です。 |
| ⑤ |
スリットされた幅狭のフープは穴横の状態で置いておくとドミノ現象を起こして倒れる危険があります。一定のピッチで穴をあけた特製のスキッドに支柱を立てて転倒防止をする必要があります。「コイルヤード」参照 |
| ⑥ |
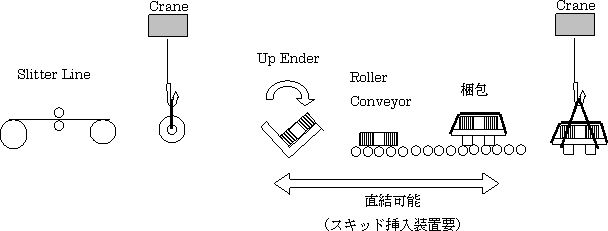
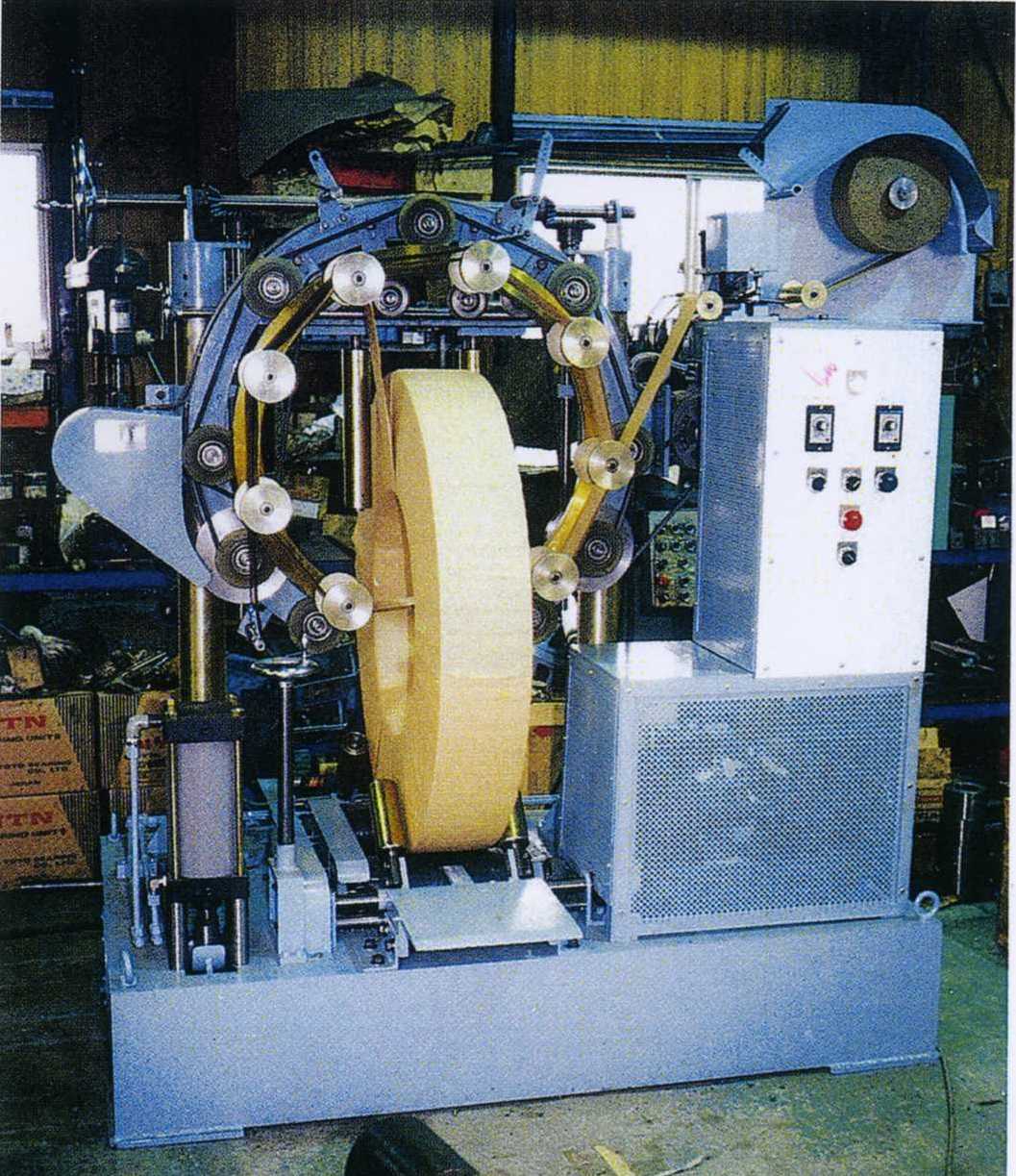 スリットコイルの梱包荷姿は、顧客によってはフープを穴縦で出荷する場合や、右写真のようなゲートル巻き梱包を要求される場合もあります。 スリットコイルの梱包荷姿は、顧客によってはフープを穴縦で出荷する場合や、右写真のようなゲートル巻き梱包を要求される場合もあります。
穴横のコイルを穴縦にする装置が「アップエンダー」、逆の装置が「ダウンエンダー」です。
穴縦で出荷する場合は下記のような作業が一般的です。
|
 |
|
4) |
剪断ライン(レベラーライン、CTL 等とも言う) |
| ① |
コイルを連続的に一定の長さの切板に剪断する方法として、下記のような方法があります。
豗)刃物が固定されており、切る瞬間に鋼板を止めて切断する「ストップカット(Stop Cut)」方式
豩)刃物を鋼板と同期させて移動させながら切断する「フライングカット(Flying Cut)」方式
更に豩)のフライングシヤ方式では、昔はラフレベラーとフライングシヤを機械的に連動させて所定の長さに切断していましたが、最近はメジャリングロールで鋼板の長さを電気信号で捕らえ、DDSという電気制御でフライングシヤを作動させて剪断する方法が一般的に使用されており、切断長さの精度は格段に向上しています。この制御にはICカードが使用されているため、現場での故障の発見と修理はまず無理で、予備カードを常設しておいて交換するのが一般的な対策です。 |
| ② |
切板製品は建前として全数保証ですが、特別なものを除き普通鋼のコイルセンターで全数外観検査をしている会社は非常にまれです。基本的には合格品としての母材を購入しているので、特別に要求された場合を除いて、トップとエンド及び時々中間のチェックで済ませている場合が多いようです。 |
| ③ |
トップ数枚を剪断後、テーブル上で板厚、板長、板幅、対角線の長さを測定し、記録することを義務付ける必要があります。これら寸法の保証はコイルセンターの生命線です。
更に形状厳格材は定盤が必要になります。 |
| ④ |
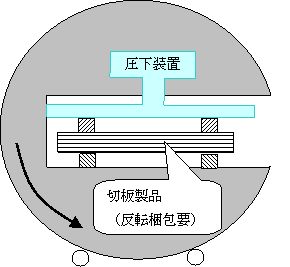 シャーラインでの検査面が顧客での最終製品の裏面になる場合は、梱包後に右図のような反転装置で表裏を反転する必要があります。 シャーラインでの検査面が顧客での最終製品の裏面になる場合は、梱包後に右図のような反転装置で表裏を反転する必要があります。
この場合、反転後にも荷役できるような梱包荷姿にしておく必要があります。 |
|
|
⑤ |
シートの梱包荷姿はコイルセンターで標準荷姿を作っておいて商談時に顧客に提示して了解を求めると標準化ができて資材の手配なども楽になります。しかし顧客が梱包様式を指定する場合もあります。
納品先が近隣であれば裸でフープ結束のみというに姿も可能ですが、水濡れの可能性や結露の可能性などを検討しながら慎重に決めてゆく必要があります。
|
|
5) |
スリッターラインや剪断ラインの小型・幅狭のものがそれぞれミニスリッターライン及びミニ剪断ラインと呼ばれ、600mm 以下程度の幅狭・短尺の製品を扱います。一般的には一旦スリッターラインでスリットした後の工程になります。
|
|
6) |
生産管理 |
| ① |
最近のコイルセンターは生産管理にコンピューターシステムを取り入れている場合が多いようです。 |
| ② |
原コイルは注文に紐が付いていないのが一般的なので、各注文に最適な材質・サイズの原コイルを在庫の中から探し出して引き当てるノウハウが重要です。このノウハウは鋼の知識をかなり勉強した営業部門で蓄積・伝承する必要があります。この引き当て時のミスは品質保証上の重大事故につながる危険があり、事実過去に多くの例があります。 |
| ③ |
コイルセンターの存在意義の一つは、客の倉庫代わりとしていつでも迅速に出荷できることです。日本では注文確定から出荷まで1〜2日程度のものがかなりあります。欧州では4時間で対応できる体制をとっている会社もあります。 |
| ④ |
海外の工場で輸入される原コイルは船便数との関係で3ヶ月程度の在庫を抱えるのが一般的で、在庫量は国内に比較して多くなるのが一般的です。従って原コイルヤードでの在庫は多くなり、置場管理体制が重要です。どこにどのコイルが置いてあるかを把握しておく必要がありますが、それにはパソコンによる在庫管理が必要と思われます。 |
| ⑤ |
原コイル1個の大きさよりも注文ロットは一般的に小さいので、注文完了した時点で原コイルの残りをアンコイラーへ巻き戻して母材ヤードに戻す作業が発生します。この巻戻したコイルは一般に小さめのコイルで長期在庫になる場合もあるので、仮梱包して置場をまとめると同時に、歩留管理上、残った重量を精度良く把握して在庫管理台帳の重量を修正しておく必要があります。 |
|
==========================================
HOME 技術資料室 技術用語 |