==========================================
 ブローホールは鋼中に存在する介在物で、右図の例のように鋼板を深絞りした時に側面に三日月形の線状に伸びた欠陥となって表れます。この欠陥の処理で最も扱いに苦慮するところは、鋼板の表面からは欠陥が検出できないことが多く、絞り加工して初めて欠陥が発見される点です。
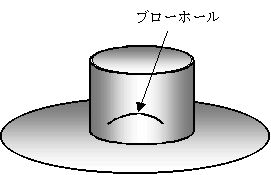
ブローホールは鋼中に存在する介在物で、右図の例のように鋼板を深絞りした時に側面に三日月形の線状に伸びた欠陥となって表れます。この欠陥の処理で最も扱いに苦慮するところは、鋼板の表面からは欠陥が検出できないことが多く、絞り加工して初めて欠陥が発見される点です。多くの場合、顧客でかなりの個数を加工し、途中の検査工程で異常に気づいてクレーム提起されます。不良率としては比較的低いものの、部品によっては重大欠陥となるため1個の混入も許されない場合があり、加工済部品を人力による目視選別が必要になります。
1.原因
ヘゲ、スリバーは鋼板表面に現れた欠陥ですが、ブローホールは表面にまでは到達せず、鋼板内部に留まった非金属介在物で、圧延機で圧延方向に長く伸ばされています。(内質欠陥)
この非金属介在物は、製鋼過程で溶鋼を凝固させる際(連続鋳造)、スラグまで浮上しきれずに鋼の内部に残ったもので、現在の製鋼技術では皆無にすることは困難とされています。
2.内質欠陥の改善への手段
1)非金属介在物の少ない鋼(高清浄度鋼)を使用する(特別管理でコストアップ)
2)鋳片(スラブ)部位の指定
連続鋳造の初期と終期の部分を避けて中間部(M片)を充当する(特別管理でコストアップ)
3)その他(用途によっては更なる管理強化)
3.問題解決への手段
上記の通り、本件は鉄鋼メーカーの技術力・充当管理に委ねることになりますがコイルセンターとしては、顧客の用途・使い方を充分理解し、目的に合った鋼板が入手できるよう鉄鋼メーカーと技術交流し、協働で対応する必要があります。
問題が発生したロットについては、上記の通り①チャージNo、②コイルNo(鋳片部位)を主体に仕分けし、問題ロットの絞り込みをする必要があります。スリットコイルの条Noでの仕分け選別は、余り有効ではありません。
顧客との納期管理上、最悪の場合は人手による加工部品の選別対応も止むを得ないのが実体です。
==========================================
HOME 技術資料室 技術用語